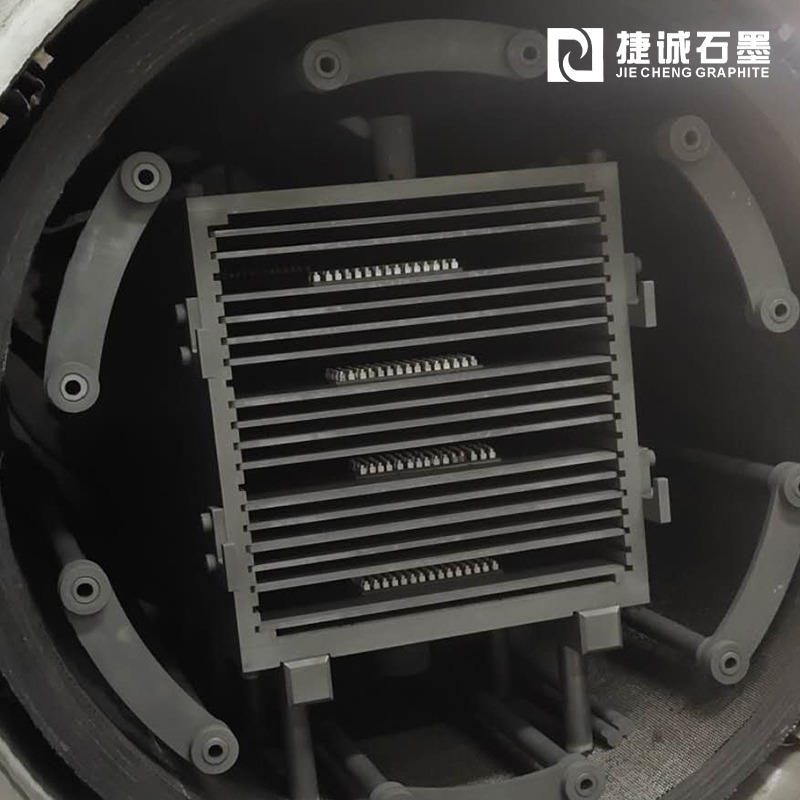
熱壓燒結石墨模具燒結成一體怎樣分解開?
石墨模具激光表面強化技術是指利用高能量密度激光束和涂層或熔覆材料對石墨模具或模具表面進行處理,改變其表層的結構或成分,實現表面相變強化或強化修復的技術。
所謂激光相變強化,就是用激光束掃描工件,使工件表層迅速上升到ac3臨界點以上。當被加熱層的斑點移開時,由于工件基體的熱傳導,被加熱層的溫度進入馬氏體或貝氏體區,發生馬氏體或貝氏體相變,從而完成相變強化過程。
相變工藝具有表面質量好的優點,強化層的硬度和深度可以根據不同的材料、工件的熱容和激光處理工藝的不同參數來控制。傳統熱處理工藝中影響強化效果的技術因素在激光相變強化的作用下發生了很大變化。
1.彌散強化和畸變強化
奧氏體通過激光相變強化形成。當激光照射停止時,金屬表面發生馬氏體轉變。在這種工藝環境下形成的奧氏體晶粒,無論是表層還是內層,都沒有機會孕育生長。彌散的奧氏體晶粒形成彌散的馬氏體相或貝氏體相,使組織具有晶格強化和彌散強化作用。
此外,在激冷條件下形成的馬氏體晶格具有比常規淬火更高的缺陷密度。同時,殘余奧氏體也獲得極高的位錯密度,使金屬材料具有畸變強化作用,強度大大提高。
2.無氧化脫碳淬火
在傳統的熱處理中,如果在加熱過程中不對工件進行保護,會使工件氧化脫碳,降低工件的硬度、耐磨性、使用性能和使用壽命。
用于激光相變強化的吸光涂層可以保護工件表面不被氧化。
3.激光強化的抗疲勞機理
影響金屬材料抗疲勞性能的原因之一是疲勞裂紋的萌生時間。磨損和疲勞在材料損傷過程中相互促進。磨損槽會成為疲勞裂紋的起始點,加速疲勞裂紋的產生。材料表面出現疲勞裂紋后,表面粗糙度會嚴重惡化,磨損加劇。
4.等強度工作層
常規熱處理的冷卻方向是由外向內,表面冷卻速度Z快,由外向內冷卻速度逐漸降低,因此得到硬度值由外向內遞減的梯度分布。
1.石墨模具激光強化預處理技術。
合適的預處理劑是保證石墨模具激光強化處理的關鍵之一,一直是激光加工中的難題。合理的預處理劑和處理工藝可以防止石墨模具表面出現淬火裂紋,降低表面燒傷的敏感性,保證激光處理后的齒面精度,增加硬化層厚度。
2.沒有重疊技術和散焦差異。
由于石墨模具的工作條件,石墨模具表面的硬化層應沿齒廓合理分布,且石墨模具的形狀特殊。此外,石墨模具的節圓面不能與淬火帶重疊,因此需要特殊的寬帶聚焦系統。
另外,由于激光束照射在齒面上不能保證齒面不同部位的散焦量相同,因此選擇焦點的照射位置是保證齒面硬度分布合理的關鍵環節。
3.激光石墨模具的性能
激光石墨模具的性能主要在三個方面:疲勞性能。激光石墨模具和調質石墨模具如無斷齒現象,證明其具有較高的抗彎曲疲勞性、耐磨性和使用性能。
激光相變強化雖然加熱方向相同,但表面溫度較高,加熱時間相對較長,可達0.2~0.25s,但內層奧氏體化是在一個平穩的時間內完成的,使得表面奧氏體具有更高的碳濃度和更強的固溶強化作用。
與常規熱處理相反,激光淬火的冷卻方向是由內向外。內層溫度雖低,但冷卻速度Z快,外層溫度高,具有固溶強化的優勢,但冷卻速度Z慢。雖然內層碳濃度略低,但畸變強化和彌散強化較強。因此,在硬化層中形成幾乎恒定的硬度值分布。
激光強化零件等強工作層可以避免常規熱處理零件表面一旦磨損,其磨損速度會加快的現象。
石墨模具激光相變強化技術:
4.材料問題
激光模具應使用中碳鋼,但低碳鋼不合適。
如果用低碳鋼,石墨模具的基體就沒有強度保證,會降低彎曲疲勞強度。
5.初始狀態
激光模具原有的Z狀態淬火回火,具體操作可結合鍛造后石墨模具毛坯的去應力熱處理。鍛造正火和高溫回火是獲得激光石墨模具所需淬火和回火狀態的低成本方式。
6.掃描方式
石墨模具的掃描方式主要有周向連續掃描和軸向齒掃描。


最新文章推薦