刀具燒結石墨盤的精度因素
2025年08月14日
次瀏覽
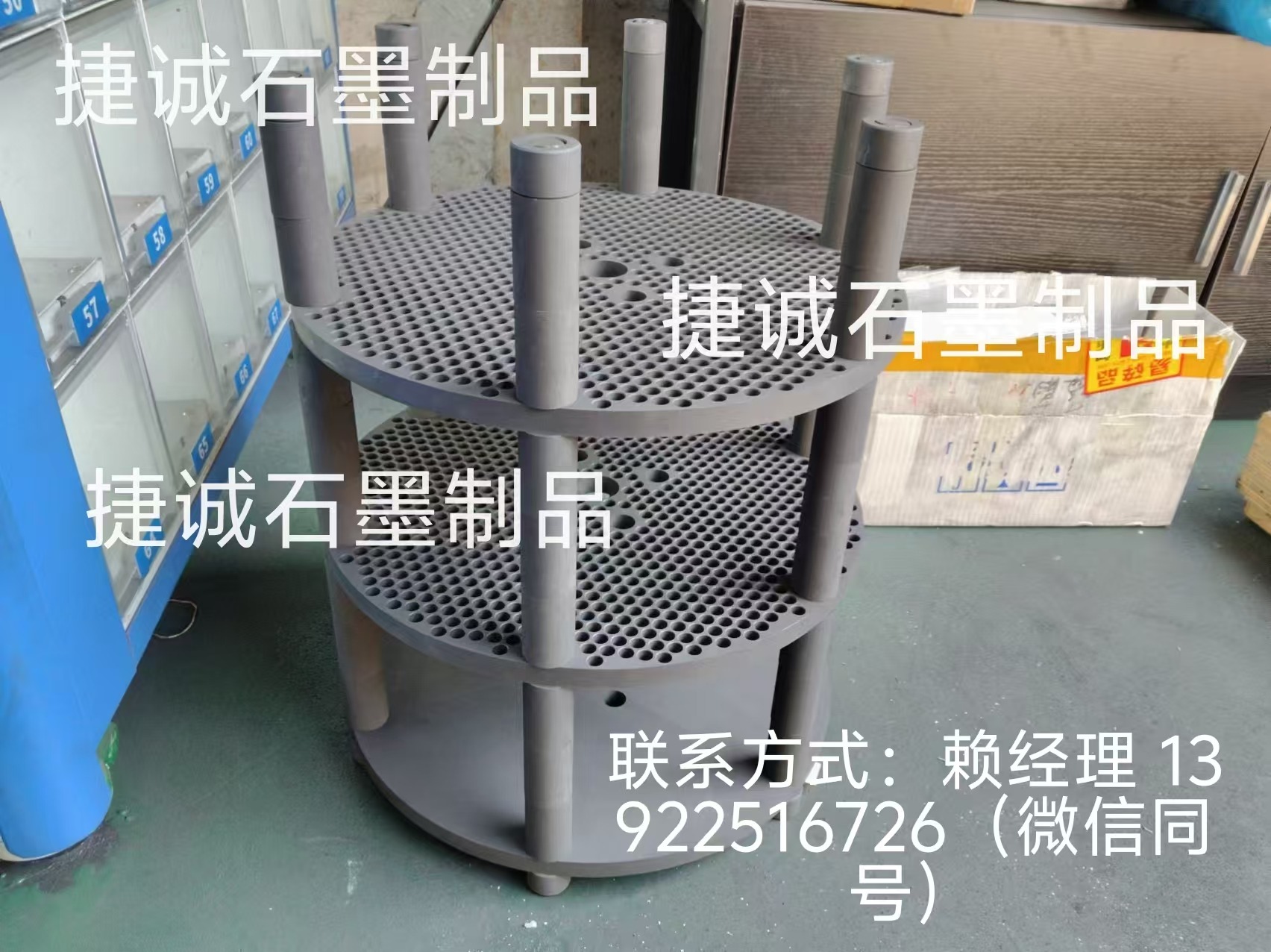
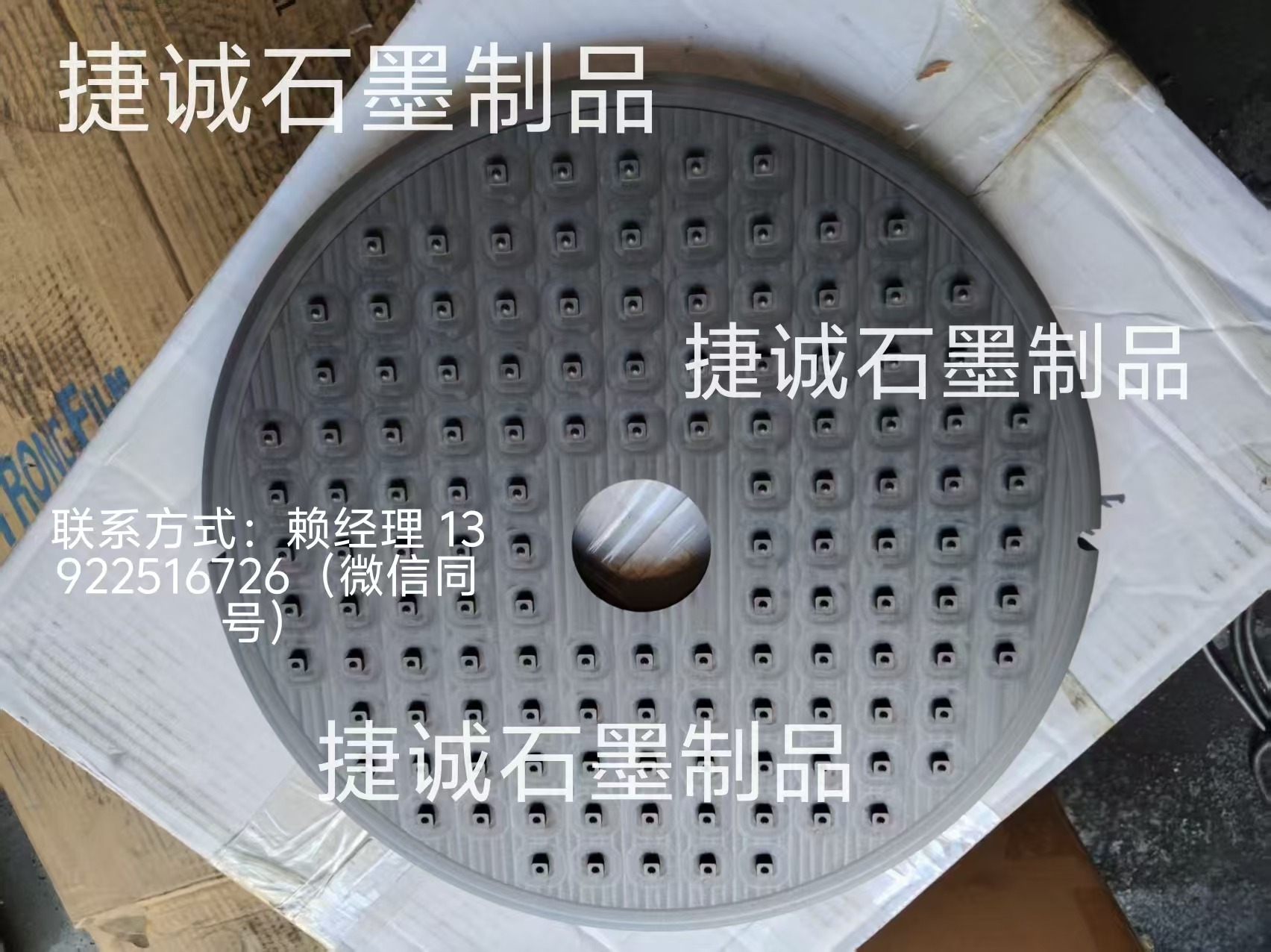
刀具燒結石墨盤
刀具燒結石墨盤的精度受多種要素影響,這些要素觸及資料特性、加工工藝、設備功用以及操作標準等方面。以下是對影響刀具燒結石墨盤精度的首要要素的詳細分析:
一、資料特性
石墨資料純度與均勻性
純度:高純度石墨(固定碳含量≥99.9%)可削減雜質引起的熱脹大不均和應力會集,行進標準安穩性。
均勻性:石墨顆粒分布不均會導致部分密度差異,燒結時易產生變形,需通過優化質料混合工藝改善。
石墨的物理功用
熱脹大系數:石墨的熱脹大系數較低,但若與銅管等金屬資料結合時,需考慮兩者的熱脹大匹配性,避免燒結后因熱應力導致開裂。
導熱性:杰出的導熱性有助于燒結過程中溫度均勻分布,削減部分過熱或過冷引起的變形。
二、加工工藝
燒結溫度與時間操控
溫度:燒結溫度需精確操控在±5℃以內,過高會導致石墨氧化或晶粒粗化,過低則影響結合強度。
時間:燒結時間缺乏會導致結合不充分,過長則或許引起晶粒反常長大,影響精度。
壓力與氣氛操控
壓力:適當的壓力可促進石墨與銅管的結合,但壓力過大會導致石墨盤變形。
氣氛:選用慵懶氣氛(如氬氣)或恢復性氣氛(如氫氣)可避免氧化,保護石墨外表質量。
模具設計與制作
模具精度:模具的標準精度和外表光潔度直接影響石墨盤的終究精度,需選用高精度加工設備制作模具。
模具資料:挑選耐高溫、耐磨損的模具資料,如硬質合金或陶瓷,以延伸模具運用壽數并堅持精度。
三、設備功用
燒結設備
溫度均勻性:燒結爐內溫度分布需均勻,避免部分溫差導致石墨盤變形。
操控體系:選用高精度溫度操控器和壓力傳感器,實時監測并調整燒結參數。
加工設備
CNC機床精度:加工石墨盤的機床需具有高剛性和高精度,主軸跳動≤0.002mm,定位精度≤0.005mm。
刀具挑選:運用金剛石或立方氮化硼(CBN)刀具,削減加工過程中的磨損和振動,行進外表質量。
四、操作標準
裝夾與定位
裝夾方法:選用真空吸盤或軟爪夾具,避免夾緊力過大導致石墨盤變形。
定位基準:確保石墨盤在加工和燒結過程中的定位基準一同,削減累積過錯。
加工參數優化
切削速度:依據石墨資料特性挑選適合的切削速度(一般為500~1500m/min),避免過高導致刀具磨損或過低影響加工功率。
進給量:小進給量(0.01~0.05mm/rev)可削減切削力,行進外表質量。
切削深度:分層切削,單次切削深度≤0.5mm,避免過深導致刀具崩刃或石墨盤決裂。
質量檢測與反響
在線檢測:選用激光測量或三坐標測量儀實時監測加工標準,及時調整加工參數。
離線檢測:燒結后對石墨盤進行全面檢測,記載標準過失和外表缺點,為后續工藝優化提供數據支撐。
五、環境要素
溫度與濕度操控
溫度:加工和儲存環境溫度需安穩,避免熱脹冷縮引起標準改變。
濕度:高濕度會導致石墨吸濕脹大,需將環境濕度操控在40%~60%RH。
清潔度
防塵方法:石墨粉塵易污染環境和設備,需在加工區域設置吸塵設備和空氣凈化體系。
防污染:避免石墨盤與油污、金屬屑等雜質觸摸,避免外表污染影響燒結質量。
六、總結
刀具燒結石墨盤的精度受資料、工藝、設備、操作和環境等多方面要素的歸納影響。為確保高精度,需從以下方面下手:
資料挑選:選用高純度、均勻性好的石墨資料。
工藝優化:精確操控燒結溫度、時間、壓力和氣氛。
設備晉級:選用高精度燒結爐和CNC加工設備。
操作標準:嚴格執行裝夾、定位和加工參數標準。
環境操控:堅持加工和儲存環境的溫濕度安穩,避免污染。
通過體系優化這些要素,可明顯行進刀具燒結石墨盤的精度,滿意高精度加工的需求。
一、資料特性
石墨資料純度與均勻性
純度:高純度石墨(固定碳含量≥99.9%)可削減雜質引起的熱脹大不均和應力會集,行進標準安穩性。
均勻性:石墨顆粒分布不均會導致部分密度差異,燒結時易產生變形,需通過優化質料混合工藝改善。
石墨的物理功用
熱脹大系數:石墨的熱脹大系數較低,但若與銅管等金屬資料結合時,需考慮兩者的熱脹大匹配性,避免燒結后因熱應力導致開裂。
導熱性:杰出的導熱性有助于燒結過程中溫度均勻分布,削減部分過熱或過冷引起的變形。
二、加工工藝
燒結溫度與時間操控
溫度:燒結溫度需精確操控在±5℃以內,過高會導致石墨氧化或晶粒粗化,過低則影響結合強度。
時間:燒結時間缺乏會導致結合不充分,過長則或許引起晶粒反常長大,影響精度。
壓力與氣氛操控
壓力:適當的壓力可促進石墨與銅管的結合,但壓力過大會導致石墨盤變形。
氣氛:選用慵懶氣氛(如氬氣)或恢復性氣氛(如氫氣)可避免氧化,保護石墨外表質量。
模具設計與制作
模具精度:模具的標準精度和外表光潔度直接影響石墨盤的終究精度,需選用高精度加工設備制作模具。
模具資料:挑選耐高溫、耐磨損的模具資料,如硬質合金或陶瓷,以延伸模具運用壽數并堅持精度。
三、設備功用
燒結設備
溫度均勻性:燒結爐內溫度分布需均勻,避免部分溫差導致石墨盤變形。
操控體系:選用高精度溫度操控器和壓力傳感器,實時監測并調整燒結參數。
加工設備
CNC機床精度:加工石墨盤的機床需具有高剛性和高精度,主軸跳動≤0.002mm,定位精度≤0.005mm。
刀具挑選:運用金剛石或立方氮化硼(CBN)刀具,削減加工過程中的磨損和振動,行進外表質量。
四、操作標準
裝夾與定位
裝夾方法:選用真空吸盤或軟爪夾具,避免夾緊力過大導致石墨盤變形。
定位基準:確保石墨盤在加工和燒結過程中的定位基準一同,削減累積過錯。
加工參數優化
切削速度:依據石墨資料特性挑選適合的切削速度(一般為500~1500m/min),避免過高導致刀具磨損或過低影響加工功率。
進給量:小進給量(0.01~0.05mm/rev)可削減切削力,行進外表質量。
切削深度:分層切削,單次切削深度≤0.5mm,避免過深導致刀具崩刃或石墨盤決裂。
質量檢測與反響
在線檢測:選用激光測量或三坐標測量儀實時監測加工標準,及時調整加工參數。
離線檢測:燒結后對石墨盤進行全面檢測,記載標準過失和外表缺點,為后續工藝優化提供數據支撐。
五、環境要素
溫度與濕度操控
溫度:加工和儲存環境溫度需安穩,避免熱脹冷縮引起標準改變。
濕度:高濕度會導致石墨吸濕脹大,需將環境濕度操控在40%~60%RH。
清潔度
防塵方法:石墨粉塵易污染環境和設備,需在加工區域設置吸塵設備和空氣凈化體系。
防污染:避免石墨盤與油污、金屬屑等雜質觸摸,避免外表污染影響燒結質量。
六、總結
刀具燒結石墨盤的精度受資料、工藝、設備、操作和環境等多方面要素的歸納影響。為確保高精度,需從以下方面下手:
資料挑選:選用高純度、均勻性好的石墨資料。
工藝優化:精確操控燒結溫度、時間、壓力和氣氛。
設備晉級:選用高精度燒結爐和CNC加工設備。
操作標準:嚴格執行裝夾、定位和加工參數標準。
環境操控:堅持加工和儲存環境的溫濕度安穩,避免污染。
通過體系優化這些要素,可明顯行進刀具燒結石墨盤的精度,滿意高精度加工的需求。
想要了解更多刀具燒結石墨盤的內容,可聯系從事刀具燒結石墨盤多年,產品經驗豐富的滑小姐:13500098659。
石墨烯電池技術解答掃一掃

聯系電話: 13602898588

最新文章推薦







金屬石墨纏繞墊片與石墨墊片各有什么特征

金屬石墨纏繞墊片與石墨墊片各有什么特征