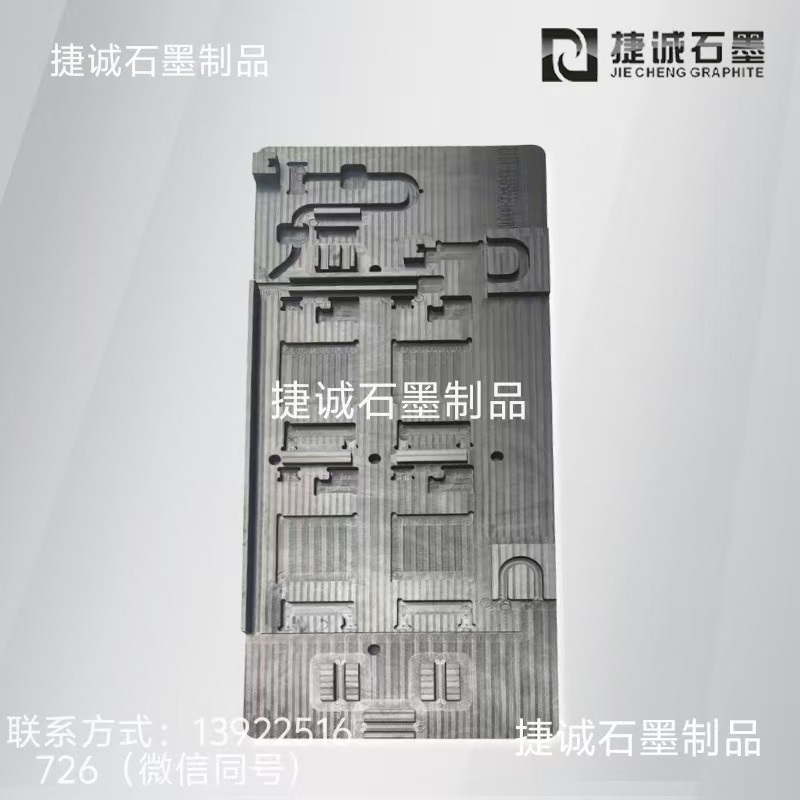
液冷板石墨模具的加工需求
液冷板石墨模具的加工需求包括高精度、高質量外表、嚴厲工藝操控、合理刀具與設備選擇以及完善質量檢測等方面,以下是詳細介紹:
精度要求
液冷板石墨模具對規范精度要求極高,一般規范精度需操控在±0.02mm以內。這是因為液冷板模具的冷卻流道和密封面等關鍵部位,規范誤差會直接影響冷卻液流量和密封性,從而影響液冷板的散熱作用和全體功用。例如,流道直徑若超出公差規模,會導致冷卻液流量不均,使液冷板部分溫度過高或過低,無法滿足散熱需求。
外表質量要求
模具密封面和冷卻流道內壁的外表粗糙度需抵達Ra0.8以下。出色的外表質量能確保密封性,避免冷卻液泄露,一同削減冷卻液在流道內的活動阻力,提高冷卻功率。假定外表粗糙度不達標,或許會在密封面處發生泄露,或許在流道內壁構成渦流,影響冷卻液的活動和散熱作用。
工藝要求
多工序加工:液冷板石墨模具的加工一般包括粗加工、半精加工、精加工、釬焊以及后處理等多個工序。粗加工后需進行應力開釋處理,避免后續加工中變形;釬焊后還需對結合面進行研磨和檢測,確保密封性。
釬焊工藝:在釬焊過程中,石墨與金屬基板(如銅、鋁)的熱膨脹系數差異大,易導致釬焊層開裂或結合強度不足。此外,釬焊溫度需準確操控在石墨資料可接受規模內(一般不跨越800℃),不然或許引發石墨氧化或結構損壞。
刀具與設備要求
專用刀具:需運用金剛石或立方氮化硼(CBN)刀具,這類刀具硬度高、耐磨性好,但本錢較高。刀具的幾許參數(如前角、后角)需根據石墨特性優化規劃,以削減切削力和粉塵發生。
高精度加工設備:加工液冷板石墨模具需運用高精度數控機床(CNC),配備真空吸附或夾緊設備,避免加工過程中振蕩或位移。例如,五軸聯動加工中心可完結雜亂流道的一次性加工,但設備本錢和操作難度較高。
質量檢測要求
無損檢測:石墨模具內部缺點(如裂紋、氣孔)需經過X射線或超聲波檢檢驗證,但檢測靈敏度受資料密度和結構影響,易出現漏檢或誤判。
密封性與流道功用檢驗:釬焊后的模具需進行密封性檢驗(如氦氣檢漏)和流道流量檢驗,確保冷卻液循環無泄露且流量符合規劃要求。
想要了解更多液冷板石墨模具的內容,可聯系從事液冷板石墨模具多年,產品經驗豐富的滑小姐:13500098659。


最新文章推薦