

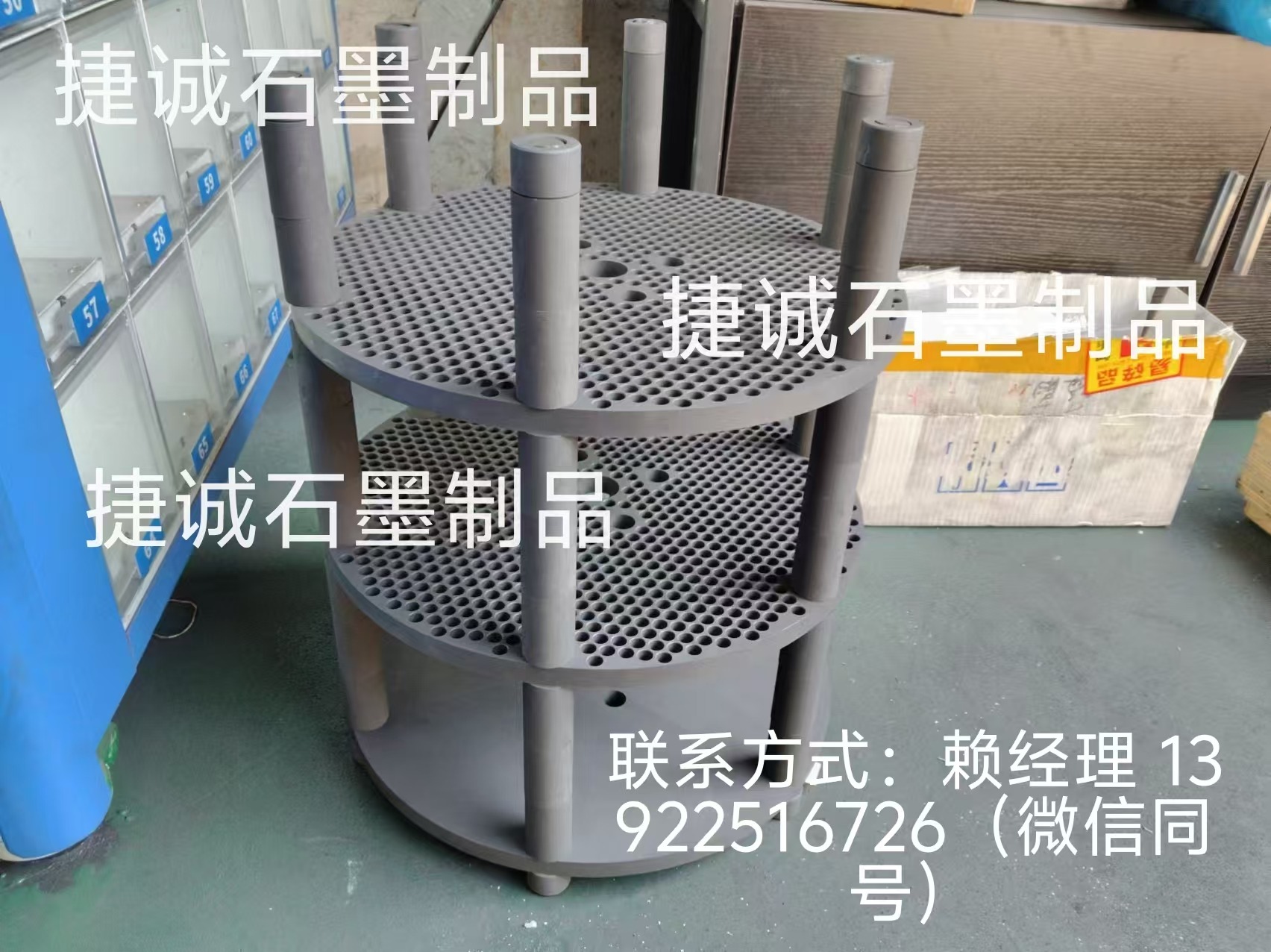
銅粉燒結石墨盤的使用方法
銅粉燒結石墨盤的使用辦法主要觸及燒結前的準備、燒結進程中的操作以及燒結后的處理,以下為你具體介紹:
燒結前準備
模具與粉體處理:將石墨模具按所需標準加工,如加工出內凹型方孔。銅粉需過篩,保證粒度適合,顆粒過大燒結后不易構成網狀結構,過小則易下降機械強度。例如,在制備石墨烯負載金屬摻雜鎢銅復合材料時,將銅粉、鎢粉和石墨烯負載銅粉體在低能球磨機中以350r/min轉速機械混合8h,球料比5:1,再將混合均勻的混合粉裝填在直徑15mm的石墨模具內進行預壓。
工件放置:將銅粉填滿石墨模具的方孔,使銅粉表面與石墨模具表面高度一致,保證燒結的厚度。如將紫銅板平放入模具內,用蓋板蓋住,避免銅粉活動構成表面厚度不均勻。
氣氛準備:依據燒結工藝要求,供給適合的保護氣氛,如分化氨氣氛等,避免銅粉氧化。
燒結進程操作
參數設定:嚴格控制燒結溫度、保溫時刻、冷卻速度等參數。例如,在放電等離子體燒結時,升溫速率為25℃/min,升溫至1150℃,壓力30MPa,保溫10min后隨爐冷卻。燒結溫度過高(如高于1200℃)時,燒結腔內可調查到明顯的銅液飛濺現象,并且在石墨模具兩頭施加的壓力加快了銅液的滲出,樣品取出后發現模具表面有銅的擠出,樣品表面被金黃色的銅包裹;燒結溫度為1100℃時,樣品沒有燒成細密的燒結體,經測試其硬度為142HV,電導率為27.7%IACS,鎢銅塊體的性能很差,因此在后期燒結時選擇1150℃。
熱應力控制:由于銅與石墨的熱膨脹系數差異明顯(銅約17×10??/K,石墨約1×10??/K),可采用分段式銅管或柔性連接件,削減熱應力傳遞。
溫度控制:在銅管中嵌入溫度傳感器與加熱絲,完結閉環控制。例如,采用PID算法調理電流,使石墨盤表面溫度動搖控制在±1°C以內。
燒結后處理
結構加工:燒結完結后,可選用電火花線切割加工的辦法在燒結多孔表面進行開槽。
質量檢測:使用超景深三維顯微鏡圖畫調查表面結構,查看銅粉顆粒的融合狀況、孔隙標準等,點評燒結質量。如燒結60μm、110μm銅粉顆粒后,可估測出多孔結構的平均孔隙直徑,60μm孔隙直徑約為10μm,110μm孔隙直徑約為30μm。


最新文章推薦












