VC石墨模具的擴散焊接工藝有哪些
VC石墨模具的松懈焊接工藝首要包含以下進程和考慮要素:
一、焊接前的準備
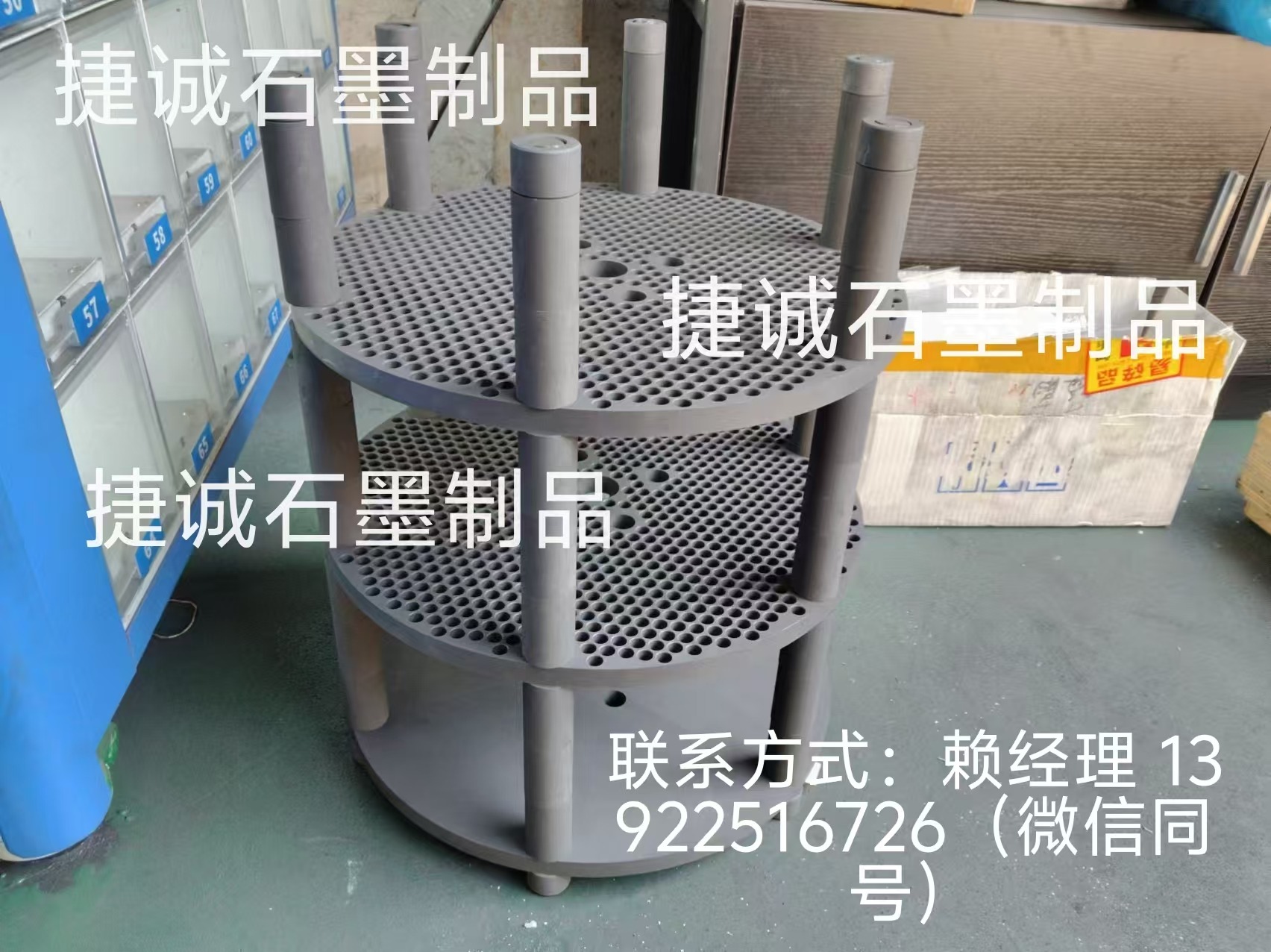
石墨模具的選擇:選用高純度、高導熱系數(shù)的石墨資料,通過精細加工制成所需的模具形狀。石墨模具應具有超卓的導熱功用和耐高溫特性,以滿意VC均溫板的散熱需求。
待焊工件的準備:對待焊工件進行清洗和表面處理,去除油污、氧化物等雜質(zhì),確保焊接質(zhì)量。一起,查看工件的標準和形狀是否符合要求,以確保與石墨模具的匹配度。
二、焊接工藝
組裝:將待焊工件與石墨模具緊密組裝在一起,確保它們之間的空位盡或許小。在高溫、高壓條件下,使被聯(lián)接資料表面發(fā)生微觀塑性變形和原子相互松懈,然后結(jié)束資料的聯(lián)接。
直接松懈焊:在待焊工件與石墨模具之間不參加任何中心層,直接通過高溫高壓使工件和石墨模具的表面發(fā)生細觀塑性變形,然后到達更緊密的接觸,隨后進行保溫處理,使原子間有滿意的時間進行松懈。
瞬時液相松懈焊:在待焊工件與石墨模具之間參加一層有利于松懈的中心資料(如某些合金元素或化合物)。在加熱保溫進程中,中心資料熔化并發(fā)生小量的液相,這些液相金屬可填充裂縫,并使液相中的某些元素向母材松懈,究竟構(gòu)成冶金聯(lián)接。這種辦法可下降待焊表面制備的質(zhì)量要求,減少焊接時間,并行進接頭質(zhì)量的安穩(wěn)性。
三、工藝參數(shù)的控制
溫度:控制焊接溫度是確保焊接質(zhì)量的要害。溫度過低或許導致焊接不充分,而溫度過高則或許導致石墨模具的損壞或焊接接頭的變形。應根據(jù)石墨模具和待焊工件的資料、厚度以及所需的焊接強度來選擇合適的焊接溫度。
壓力:施加恰當?shù)膲毫梢詧猿执腹ぜc石墨模具之間的緊密接觸,并促進原子間的松懈。壓力的巨細應根據(jù)石墨模具和待焊工件的資料以及焊接接頭的形狀和標準來供認。
時間:焊接時間的長短直接影響焊接接頭的質(zhì)量和強度。過短的焊接時間或許導致焊接不充分,而過長的焊接時間則或許導致石墨模具的過度磨損或焊接接頭的過熱變形。應根據(jù)實際情況選擇合適的焊接時間。
四、焊接后的處理
冷卻:焊接結(jié)束后,應將工件從爐中取出并進行冷卻。冷卻進程中,應控制冷卻速度和溫度梯度,以防止焊接接頭的變形和裂紋的發(fā)生。
檢測:對焊接接頭進行質(zhì)量檢測,包含外觀查看、標準丈量、力學功用檢驗等,確保焊接接頭符合規(guī)劃要求和運用要求。
后處理:根據(jù)需要,對焊接接頭進行后處理,如打磨、拋光等,以行進其表面質(zhì)量和漂亮度。
綜上所述,VC石墨模具的松懈焊接工藝包含焊接前的準備、焊接工藝的選擇、工藝參數(shù)的控制以及焊接后的處理等進程。通過合理的工藝選擇和參數(shù)控制,可以取得高質(zhì)量的焊接接頭和安穩(wěn)的石墨模具功用。
想要了解更多VC石墨模具的內(nèi)容,可聯(lián)系從事VC石墨模具多年,產(chǎn)品經(jīng)驗豐富的滑小姐:13500098659。


最新文章推薦