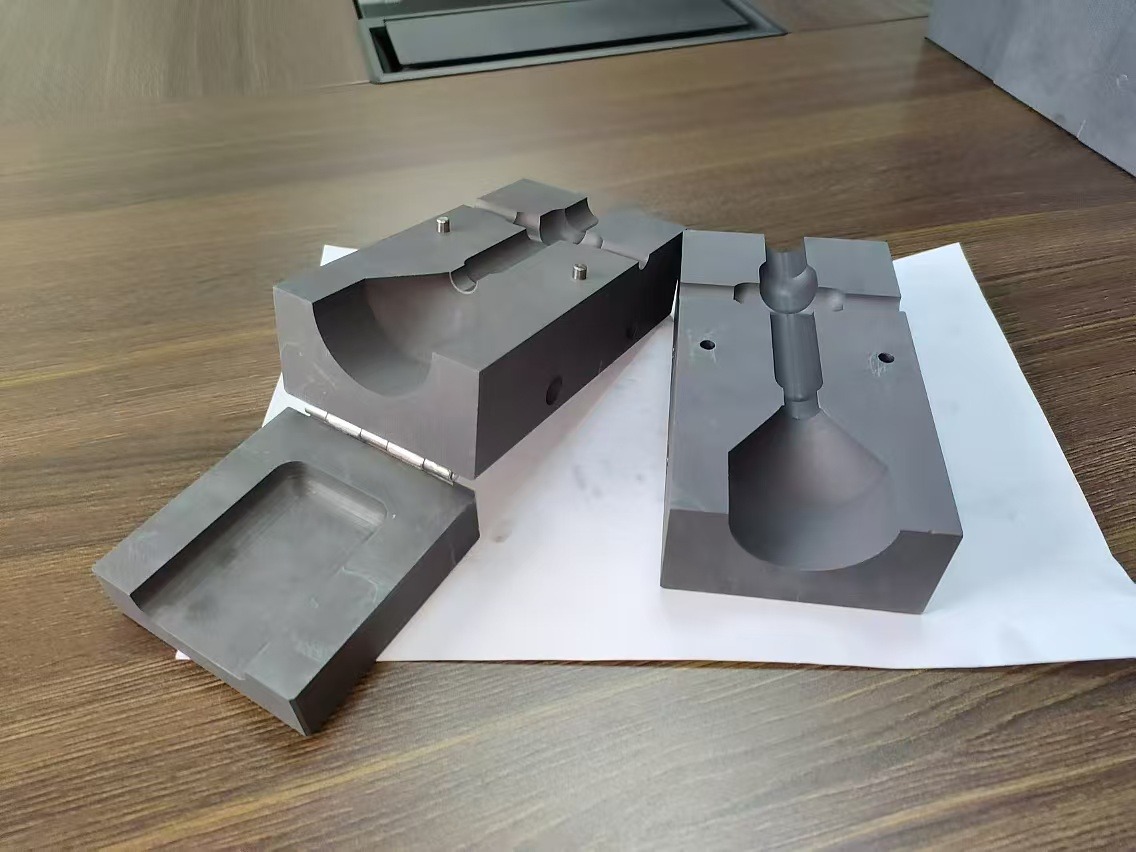
T字型放熱焊接石墨模具的溫度控制需要注意哪些細節(jié)
T字型放熱焊接石墨模具的溫度操控需求留意以下細節(jié):
一、加熱階段
預熱處理:
在正式焊接前,對石墨模具進行適當?shù)念A熱,以減少模具與高溫焊料之間的溫差應力,防止模具開裂或變形。預熱溫度應依據(jù)模具原料和焊接工藝要求來確認。
加熱速率操控:
加熱速率應適中,防止過快導致模具受熱不均或過熱,以及過慢影響出產(chǎn)功率。加熱速率的詳細數(shù)值應依據(jù)模具尺度、焊料類型和焊接工藝要求來確認。
溫度均勻性:
在加熱過程中,應保證模具各部位的溫度均勻上升,防止呈現(xiàn)局部過熱或溫度不均的情況。能夠經(jīng)過調(diào)整加熱元件的布局和功率來完成溫度均勻性。
二、焊接階段
焊接溫度設(shè)定:
依據(jù)焊料的熔點和焊接工藝要求,設(shè)定合適的焊接溫度。焊接溫度應高于焊料的熔點,但不應過高以防止損壞模具或發(fā)生焊接缺陷。
溫度穩(wěn)定性:
在焊接過程中,應保持模具溫度的穩(wěn)定性,防止溫度動搖過大對焊接質(zhì)量發(fā)生不良影響。能夠經(jīng)過運用高精度的溫度操控器和穩(wěn)定的加熱體系來完成溫度穩(wěn)定性。
模具與焊料的合作:
保證模具與焊料的緊密合作,以防止焊接過程中熱量散失或發(fā)生焊接缺陷。一起,留意模具的開口尺度和形狀應與焊料的尺度和形狀相匹配。
三、冷卻階段
冷卻速率操控:
冷卻速率應適中,防止過快導致模具內(nèi)部發(fā)生應力或變形,以及過慢影響出產(chǎn)功率。冷卻速率的詳細數(shù)值應依據(jù)模具原料、焊接工藝要求和焊后處理要求來確認。
冷卻介質(zhì)挑選:
挑選合適的冷卻介質(zhì),如冷卻水、空氣等。冷卻介質(zhì)的溫度、流量和流速等參數(shù)應依據(jù)模具的原料、尺度和焊接工藝要求來確認。
模具維護:
在冷卻過程中,應留意對模具的維護,防止模具遭到驟冷驟熱的影響而發(fā)生裂紋或變形。能夠經(jīng)過運用隔熱材料或調(diào)整冷卻介質(zhì)的溫度和流量來完成模具維護。
四、監(jiān)控與調(diào)整
溫度監(jiān)控:
在整個焊接過程中,應實時監(jiān)測模具的溫度改變,并依據(jù)實際情況進行必要的調(diào)整。能夠運用熱電偶、紅外測溫儀等溫度測量設(shè)備對模具溫度進行準確測量和監(jiān)控。
反常處理:
如發(fā)現(xiàn)模具溫度反常升高或下降,應立即中止焊接作業(yè),并查看加熱體系、冷卻體系以及模具本身是否存在故障或損壞。依據(jù)查看成果進行相應的維修或替換。
記載與剖析:
記載每次焊接作業(yè)的溫度設(shè)定值、加熱速率、焊接時間、冷卻速率等參數(shù),并進行數(shù)據(jù)剖析。經(jīng)過數(shù)據(jù)剖析能夠發(fā)現(xiàn)潛在的問題并采納相應的改善辦法,以進步焊接質(zhì)量和出產(chǎn)功率。
綜上所述,T字型放熱焊接石墨模具的溫度操控需求留意加熱階段、焊接階段、冷卻階段以及監(jiān)控與調(diào)整等多個方面的細節(jié)。經(jīng)過嚴格操控這些細節(jié),能夠保證焊接質(zhì)量和出產(chǎn)功率的穩(wěn)定性和可靠性。
想要了解更多T字型放熱焊接石墨模具的內(nèi)容,可聯(lián)系從事T字型放熱焊接石墨模具多年,產(chǎn)品經(jīng)驗豐富的滑小姐:13500098659。


最新文章推薦