炭素石墨制品浸漬時的壓力及加壓時間
2024年04月30日
次瀏覽
石墨制品
炭素石墨制品浸漬時的壓力及加壓時刻
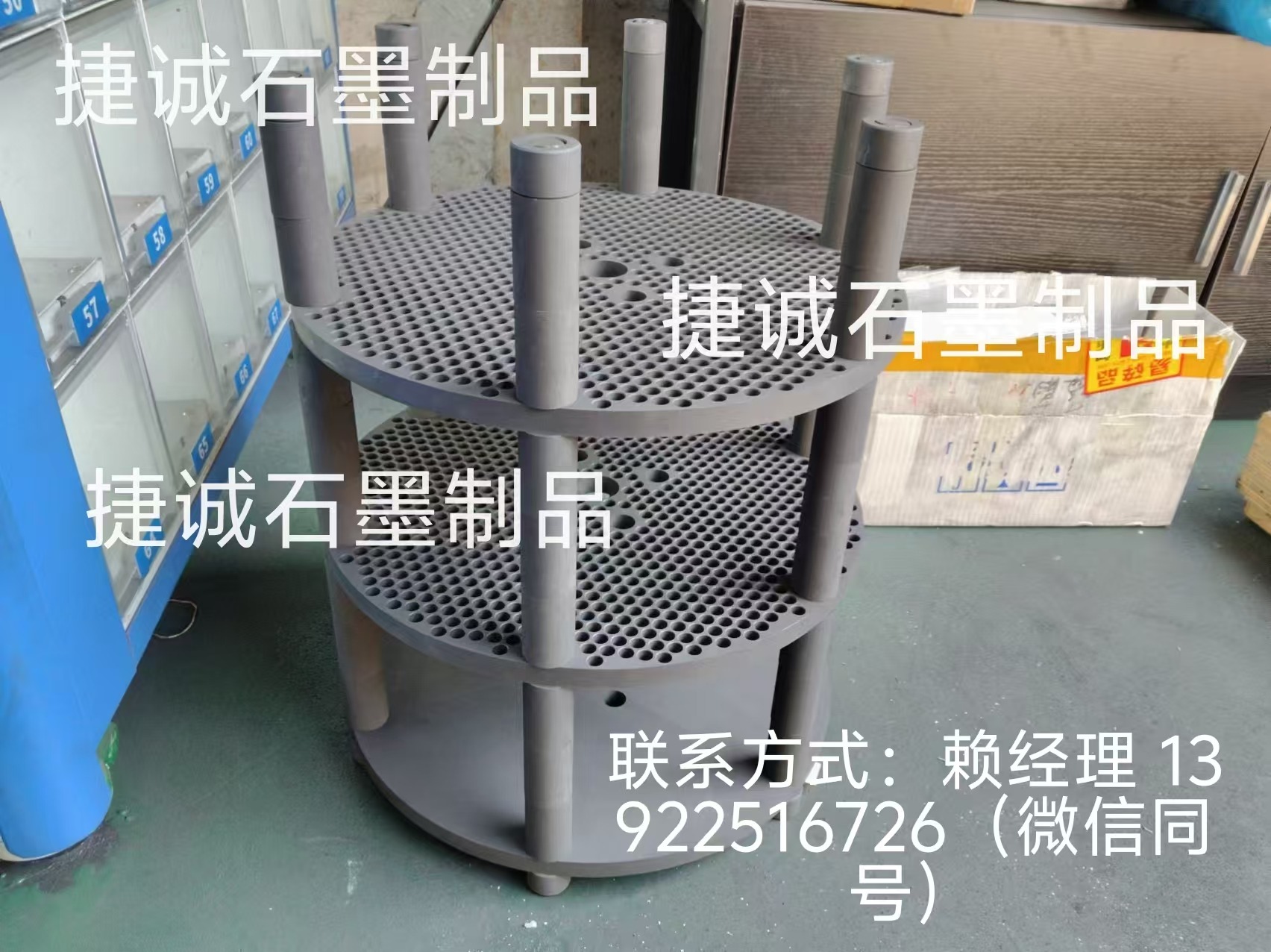
炭素石墨制品浸漬劑浸入產品的孔隙主要靠毛細管作用和浸透作用,毛細管作用受孔隙孔徑及固體和液體界面作用力的影響,而浸透作用則受浸透系數和浸漬劑粘度的影響,并與加壓壓力和加壓時刻有關。炭素石墨制品為加壓時刻與增重率的實驗數據。對密度不大的中、小規范產品的浸漬壓力保持0.8MPa左右即可以,但對大規范產品及浸漬前密度較高的產品(如第2次或第三次浸漬),必須將加壓壓力提高到1.0-1.5MPa,時刻也應當稍長一些,以便抵達浸透的作用:在其他藝條件相同的情況下,對大規范產品加壓時刻應適當長一些,如不少于3h,對中小規范產品可以縮短到2h左右,對密度較高的細顆粒結構制品有時需求運用高壓浸漬工藝,浸漬時的壓力提高到2.0-4.0MPa。
炭素石墨制品浸漬循環一浸漬作業是周期性操作,包括焙燒品預熱、裝罐、真空排氣、加壓、冷卻和卸出產品在內的一次無缺的作業進程稱為浸漬循環。出產高密度的炭和石墨制品時需求經過幾回浸漬作業才華抵達所需的密度,也即要經過幾個浸漬循環,每次浸漬后再炭素石墨制品焙燒一次,用中溫煤瀝青為浸漬劑時、對原來是中顆粒結構炭素石墨制品來說,經過一次浸漬循環的炭素制品密度可添加0.1g/cm3左右,孔隙率可下降5%-8%。經過兩次浸漬循環的同一制品密度再次添加0.07g/cm3左右,孔隙率持續削減2%-3%,而第三次浸漬后同一制品的密度只添加0.05g/cm3左右,孔隙率僅能下降1%-2%,由于用煤瀝青浸漬時主要對孔徑大于2.5um的孔隙起填充作用,而且一般中溫瀝青的殘炭率不到50%。
石墨烯電池技術解答掃一掃

聯系電話: 13602898588

最新文章推薦







金屬石墨纏繞墊片與石墨墊片各有什么特征

金屬石墨纏繞墊片與石墨墊片各有什么特征