列舉石墨模具的應(yīng)用范圍
下面由小編為大家?guī)?span style="font-weight: bold;">石墨模具在市場(chǎng)上的六個(gè)應(yīng)用:
1.加壓鑄造用模具:人工石墨資料已成功地用于有色金屬的加壓鑄造上。例如,用人工石墨資料制作的加壓鑄造用模具生產(chǎn)的鋅合金和銅合金的鑄件已用于汽車零件等方面。
2.有色金屬接連鑄造及半接連鑄造用石墨模具:國(guó)內(nèi)外正在推廣由熔融金屬狀況直接接連(或半接連的)制作棒材或管材等先進(jìn)的生產(chǎn)方法。人工石墨作為有色金屬的接連鑄造或半接連鑄造用模具被認(rèn)為是最合適的資料。在生產(chǎn)實(shí)踐證明,因?yàn)檫x用了石墨模具,因其導(dǎo)熱功能杰出(導(dǎo)熱功能決定了金屬或合金的凝結(jié)速度),模具的自潤(rùn)滑功能好等要素,不但使鑄型速度提高,并且因?yàn)殍T錠的尺度精確,外表潤(rùn)滑,結(jié)晶組織均勻,可直接進(jìn)行下道工序的加工。這不只大大提高了成品率,減少了廢品丟失,并且產(chǎn)品質(zhì)量也有大幅度的提高。接連鑄造方法有立式接連鑄造法和臥式接連鑄造法兩種。
3.離心鑄造用石墨模具:石墨模已成功應(yīng)用于離心鑄造上。美國(guó)已選用壁厚為25 毫米以上的人工石墨鑄模來離心 鑄造青銅套管。為了防止人工石墨模的燒損,可采取必定的防氧化措施。澆鑄必定數(shù)量的鑄件后,假如發(fā)現(xiàn)鑄模內(nèi)外表燒損,能夠?qū)㈣T模內(nèi)孔的尺度擴(kuò)展以便用來鑄造大標(biāo)準(zhǔn)套管。
4.玻璃成型用模具:因?yàn)槭Y料具有化學(xué)穩(wěn)定性,不易受熔融玻璃的浸潤(rùn),不會(huì)改變玻璃的成分,石墨資料耐熱沖擊功能杰出,尺度隨溫度改變小等特點(diǎn),所以近年來在玻璃制作中成為不可短少的模具資料,能夠用它來制作玻璃管,彎管,漏斗及其它各種異型玻璃瓶的鑄模。
5.熱壓壓模模具:人工石墨熱壓壓模用于硬質(zhì)合金的加壓燒結(jié)方面具有下述特點(diǎn): 一是若壓制溫度提高到1350-1450 度時(shí),則所需單位壓力可降到67-100 公斤力/ 平方厘米(即為冷壓壓力的1/10 )就可; 二是加壓和加熱在同一道工序進(jìn)行,經(jīng)短時(shí)間的燒結(jié)就能得到細(xì)密的燒結(jié)體。
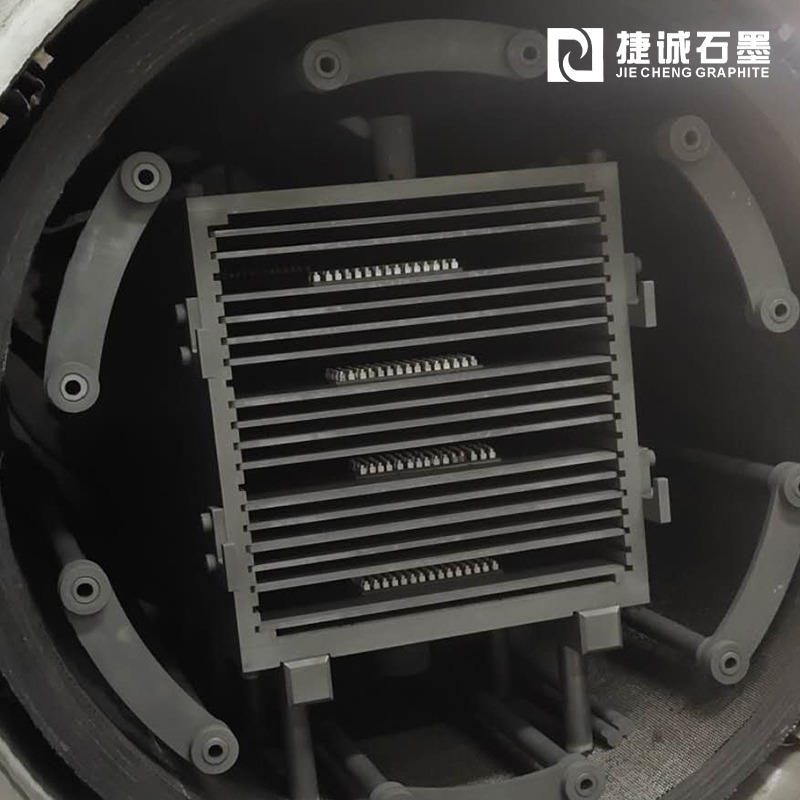
6.燒結(jié)模及其它金剛石燒結(jié)模具:利用人工石墨資料熱變形極小的特點(diǎn),可制作晶體管的燒結(jié)模具和支架,現(xiàn)已廣泛使用,它已成為發(fā)展半導(dǎo)體工業(yè)不可短少的資料。此外,石墨模具也使用于鑄鐵用的鑄型,各種有色金屬用的耐久性鑄模,鑄鋼用鑄型,耐熱金屬(鈦,鋯,鉬等)用的鑄型及焊鋼軌用的鋁熱焊型的鑄型等。熱壓燒結(jié)金剛石工具用石墨模具,在金剛石工具制作過程中擔(dān)負(fù)著發(fā)熱元件和模具支撐的雙重效果,石墨模具質(zhì)量的好壞,直接影響到金剛石工具的尺度精度、外觀形狀等。熱壓燒結(jié)工藝要求:溫度達(dá)到(1 000±2)℃,成型壓力16~50 MPa,保溫保壓時(shí)間為15~30 min,環(huán)境為非真空狀況。在此工況條件下,既要求成型及發(fā)熱元件的石墨模具具有導(dǎo)電性、較高的電阻率、足夠的機(jī)械強(qiáng)度,還需要其具有杰出的抗氧化功能和較長(zhǎng)的使用壽命,以確保金剛石工具的尺度精度和優(yōu)異功能。


最新文章推薦