用復(fù)合式超薄VC散熱石墨模具
發(fā)明內(nèi)容發(fā)明目的本發(fā)明所要解決的技術(shù)問題是針對現(xiàn)有單純石墨超薄VC散熱石墨模具的不足,提供一種可以解決金屬外殼燒結(jié)質(zhì)量問題的復(fù)合超薄VC散熱石墨模具。技術(shù)方案技術(shù)方案本發(fā)明所述的金屬外殼燒結(jié)用復(fù)合超薄VC散熱石墨模具,包括與金屬外殼膨脹系數(shù)相同或接近的超薄VC散熱石墨模具基體以及在該超薄VC散熱石墨模具基體上設(shè)有石墨定位頭。所述石墨定位頭與所述超薄VC散熱石墨模具基體連通。有益效果本發(fā)明與現(xiàn)有技術(shù)相比,其顯著優(yōu)點是采用膨脹系數(shù)接近的材料,使得超薄VC散熱石墨模具與外殼同步熱脹冷縮。
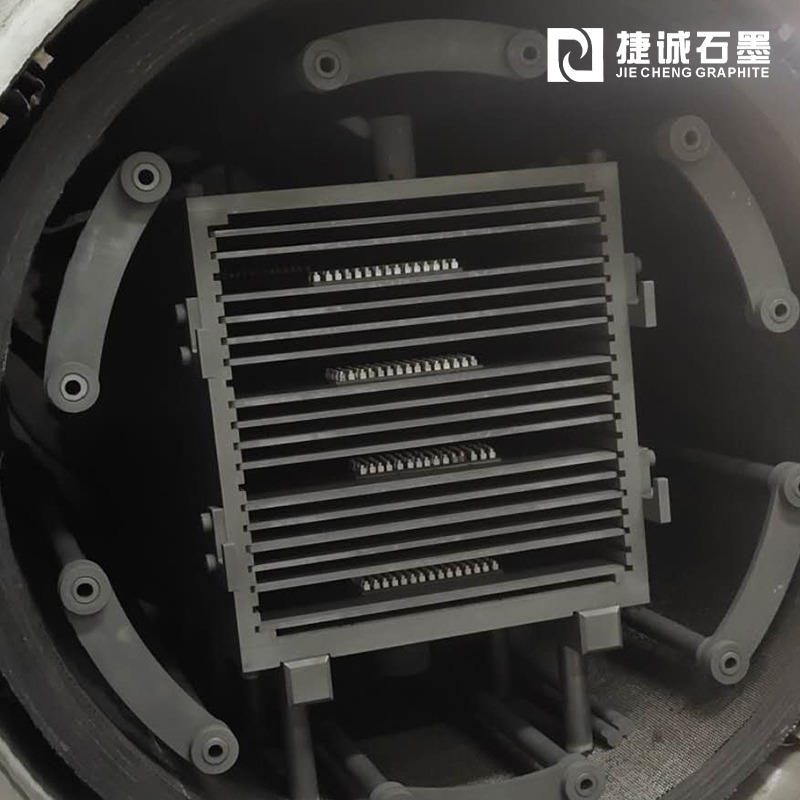
圖I是本發(fā)明的結(jié)構(gòu)示意圖。具體實施方式
如圖I所述,本發(fā)明包括與金屬外殼膨脹系數(shù)相同或接近的超薄VC散熱石墨模具基體I以及在該超薄VC散熱石墨模具基體I上設(shè)有石墨定位頭2 ;所述石墨定位頭2與所述超薄VC散熱石墨模具基體I連通;按設(shè)計要求在超薄VC散熱石墨模具基體I上鉆孔,孔的位置尺寸與殼體上的孔保持一致;在孔內(nèi)鑲嵌的石墨定位頭2,其外形尺寸正好能鑲嵌進超薄VC散熱石墨模具基體I的孔內(nèi);安裝時依次將引線串上玻璃絕緣子插入復(fù)合超薄VC散熱石墨模具I的石墨定位頭2的小孔中,再將外殼殼體裝上即可。本發(fā)明采用膨脹系數(shù)接近的材料,使得超薄VC散熱石墨模具與外殼同步熱脹冷縮,解決了以前的常見問題。
權(quán)利要求
1.一種金屬外殼燒結(jié)用超薄VC散熱石墨模具,其特征在于與金屬外殼膨脹系數(shù)相同或接近的超薄VC散熱石墨模具基體(I)以及在該超薄VC散熱石墨模具基體(I)上設(shè)有石墨定位頭(2)。
2.根據(jù)權(quán)利要求I所述的金屬外殼燒結(jié)用超薄VC散熱石墨模具,其特征在于所述石墨定位頭(2)與所述超薄VC散熱石墨模具基體(I)連通。
全文摘要本發(fā)明公開了一種金屬外殼燒結(jié)用復(fù)合超薄VC散熱石墨模具,包括與金屬外殼膨脹系數(shù)相同或接近的超薄VC散熱石墨模具基體以及在該超薄VC散熱石墨模具基體上設(shè)有石墨定位頭。本發(fā)明采用膨脹系數(shù)接近的材料,使得超薄VC散熱石墨模具與外殼同步熱脹冷縮,解決了常見問題。
更多有關(guān)超薄VC散熱石墨模具知識及產(chǎn)品可咨詢東莞市捷誠石墨制品有限公司 13922516726 (微信同號)


最新文章推薦