槽型石墨舟皿的制作方法
新型觸及硬質(zhì)合金氫氣脫膠和真空燒結(jié)用石墨舟皿,尤其是長(zhǎng)條薄片產(chǎn)品氫氣脫膠和真空燒結(jié)用石墨舟。
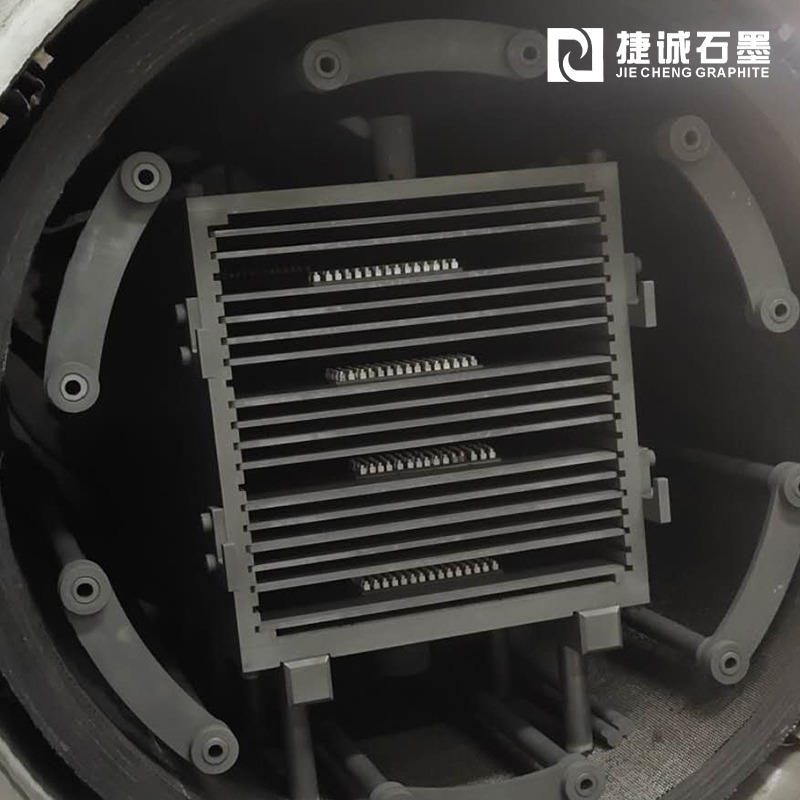
在氫氣脫膠和真空燒結(jié)工藝過程中,一般采用石墨平板、單向斜槽石墨槽板或雙向斜槽W型石墨槽板作為硬質(zhì)合金長(zhǎng)條薄片毛坯的承脫舟皿,長(zhǎng)條薄片毛坯與上述舟皿的觸摸均為平面觸摸,在氫氣脫膠中其脫膠均勻性差,觸摸面的成型劑脫出較暴露的上外表要慢,使取得的產(chǎn)品脫膠不均勻;且在真空燒結(jié)過程中,毛坯與石墨平板觸摸面的摩擦阻力較大,造成產(chǎn)品產(chǎn)生翹曲變形。同時(shí)單向斜槽石墨槽板和雙向斜槽W型石墨槽板的斜槽結(jié)構(gòu)及底部為平面規(guī)劃,使得這兩種槽板型舟皿高度大,在爐子有效空間必定的情況下裝載量低,且耗費(fèi)石墨材料多。
實(shí)用新型內(nèi)容本實(shí)用新型針對(duì)上述不足,供給一種能使硬質(zhì)合金長(zhǎng)條薄片產(chǎn)品在氫氣脫膠和真空燒結(jié)過程中均勻脫膠,避免產(chǎn)品翹曲變形的槽型石墨舟皿,而且產(chǎn)品裝載量大。
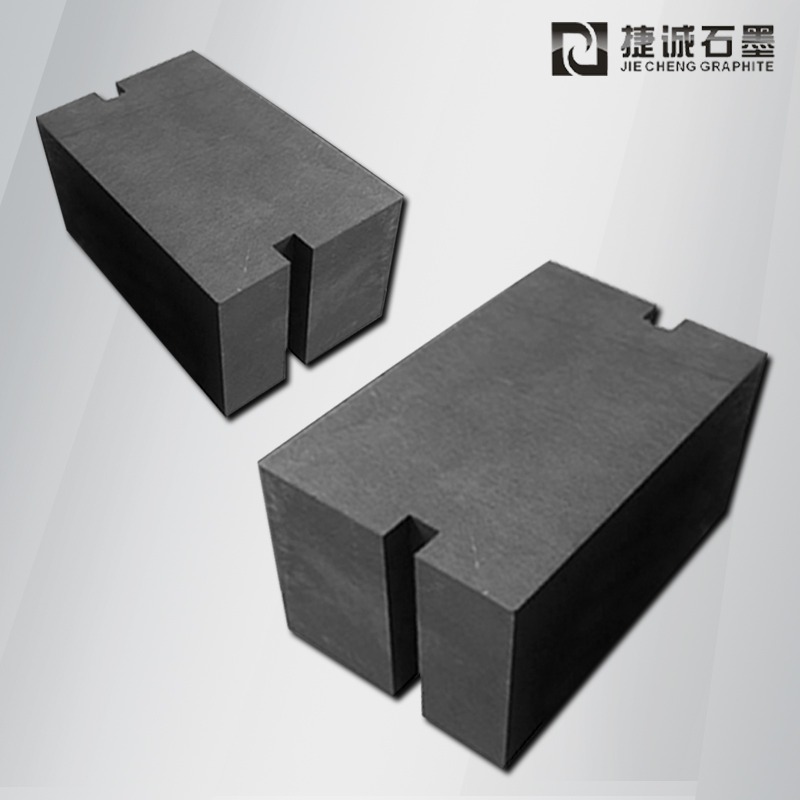
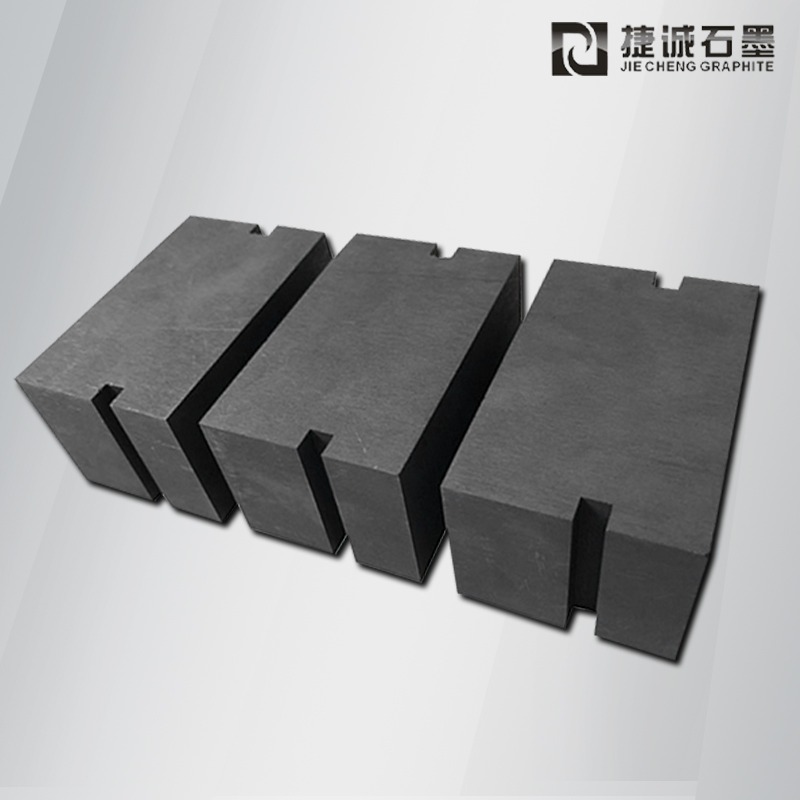
本實(shí)用新型的槽型石墨舟皿,包括若干條具有相對(duì)的兩槽面和底部支撐凸起的W型雙向斜槽、底面、上端面、內(nèi)旁邊面、外旁邊面和與上端面相對(duì)的止口,相對(duì)的兩槽面上別離規(guī)劃有至少一條排氣通槽,底部支撐凸起與相對(duì)的兩槽面的相交處別離規(guī)劃有一條棱角維護(hù)槽。
排氣通槽和棱角維護(hù)槽的截面形狀為圓弧過渡的近似矩形。
作為改善,底面在任兩個(gè)相鄰的W型雙向斜槽構(gòu)成的杰出部的下部規(guī)劃有平行于W型雙向斜槽、截面形狀為近似Λ形的通槽。近似Λ形的通槽的頂部相交處為一個(gè)與槽面呈圓弧過渡的小平面。
本實(shí)用新型的槽型石墨舟皿,因?yàn)橄鄬?duì)的兩槽面上別離規(guī)劃有排氣通槽,使氫氣脫膠過程中與槽面的觸摸的毛坯外表的成型劑易于排出,脫膠均勻且產(chǎn)品上下外表成型劑的脫除趨于均勻一致;槽底部規(guī)劃的棱角維護(hù)槽,避免了毛坯和產(chǎn)品棱角被碰掉,同時(shí)在脫膠過程中也起排氣效果。這樣排氣通槽和棱角維護(hù)槽的設(shè)置避免了產(chǎn)品翹曲變形,進(jìn)步了產(chǎn)品合格率。
槽型石墨舟皿的止口和底面近似Λ形通槽的規(guī)劃,使疊放時(shí)下層舟皿的任兩個(gè)相鄰的W型雙向斜槽構(gòu)成的杰出部份部分進(jìn)入上層舟皿底部的Λ形通槽內(nèi),節(jié)省舟皿疊放時(shí)占用的空間,在爐子有效空間必定的情況下進(jìn)步產(chǎn)品裝載量,大大節(jié)約了能耗;同時(shí)毛坯在氫氣脫膠、燒結(jié)過程中上下外表氣氛、溫度大致挨近,實(shí)現(xiàn)成型劑均勻脫除,縮短較一致,又減少了變形。


最新文章推薦