石墨模具損壞類型及原因分析是什么?
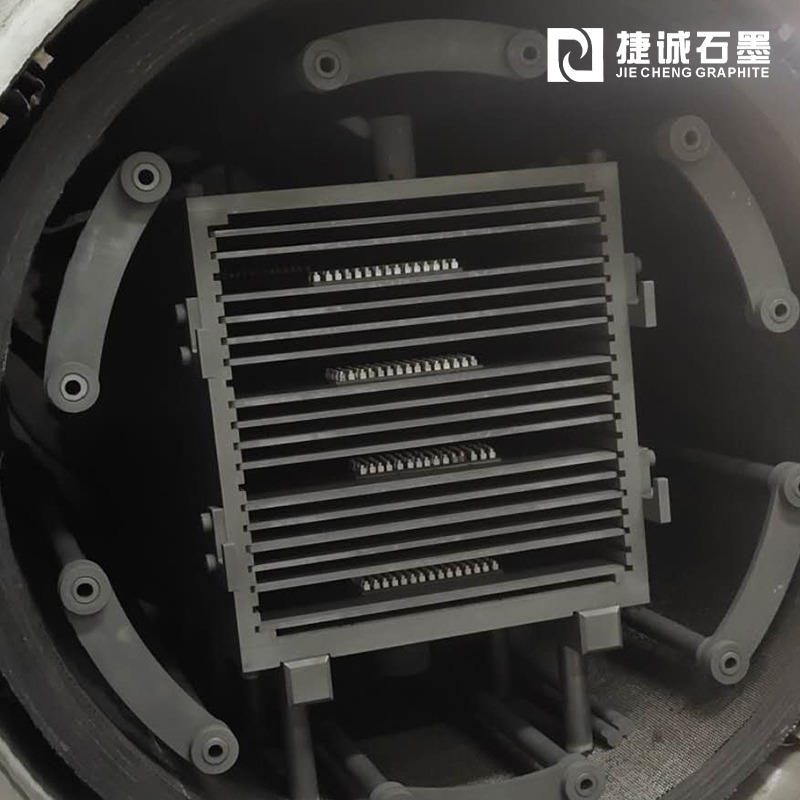
現(xiàn)代石墨模具的加工更多的依靠自動(dòng)化程度較高的高精度、高效率機(jī)床。從石墨模具粗加工、熱處理到各種精加工質(zhì)量操控與檢測(cè),有必要設(shè)備齊全,配套合理。其中,數(shù)控加工設(shè)備所占比重較大,以適應(yīng)單位或小批量模具的生產(chǎn)。
1.氧化裂紋型
這種損壞類型是最多的。在空氣中,當(dāng)石墨資料披加熱到必定溫度時(shí)即開始氧化。不同石墨資料的氧化開始溫度是不同的,人工石墨資料的氧化開始溫度約在450℃左右。溫度越高,氧化速度越快。碳的氧化產(chǎn)品為CO、CO2氣體,因此,跟著氧化的進(jìn)行,石墨資料逐漸被消耗。人工石墨為一種多孔的渙散結(jié)構(gòu)資料,跟著氧化的進(jìn)行,氣孔變大且增多,結(jié)構(gòu)變疏松,機(jī)械強(qiáng)度大幅度下降。在工業(yè)現(xiàn)場(chǎng),可以明顯地觀察到模具外表掉落炭粉,外表變的粗糙不平,模璧變薄,當(dāng)石墨資料被氧化到必定程度時(shí),在受壓情況下,就沿模壁呈現(xiàn)豎向裂紋而損壞。實(shí)際上,為不致于形成被燒結(jié)資料的浪費(fèi),有經(jīng)驗(yàn)的操作者總是防止模具被壓裂情況的呈現(xiàn),模具被氧化到危險(xiǎn)的程度時(shí)就不再運(yùn)用了。進(jìn)步資料的抗氧化功能,是削減這類損壞的要害。
2.模具內(nèi)孔尺度變大超差型
大約有30%的模具,運(yùn)用幾次后,因內(nèi)孔變大,尺度超差而報(bào)廢。在運(yùn)用中觀察到,模具內(nèi)孔與空氣并不充分接觸,基本上不被氧化,或者說氧化很輕微。在熱壓中,石墨模具內(nèi)孔中裝入被燒結(jié)的胎體資料及鉆桿,在高溫下胎體資料中的金屬粘結(jié)劑處于熔化或半熔化狀態(tài),盡管絕大多數(shù)金屬熔液難于自發(fā)地浸潤(rùn)石墨資料,但在壓力下,熔融金屬將以薄膜狀被擠壓到模具內(nèi)壁外表,與石墨資料產(chǎn)生粘附。這種粘附作用除與被燒結(jié)胎體資料的配方、成分有關(guān)外,還與石墨資料的氣孔率、氣孔巨細(xì)及模具內(nèi)壁光潔度存在著顯著相關(guān)聯(lián)系。因?yàn)檫@種粘附作用,當(dāng)被燒結(jié)件冷卻脫模后,模具內(nèi)壁往往粘附一些金屬殘留物,在下次運(yùn)用模具前,這些粘附殘留物有必要清除去。在工業(yè)生產(chǎn)現(xiàn)場(chǎng),這種清理模具的作業(yè)是用金屬刀片之類的東西人工刮除,這就形成模具內(nèi)孔尺度變大或內(nèi)壁粗糙度添加,加速了模具的損壞。下降金屬熔液的粘附作用,進(jìn)步資料的抗磨功能是削減這類損壞的要害。
3.擊打脫模損壞型
因?yàn)?2)中所述原因,有時(shí)形成被燒結(jié)體不能從模中脫拔出來,只要靠反復(fù)擊打模具、鉆桿后才能脫模。這樣,有時(shí)因擊打至使模具上下邊際或外壁外表掉塊,形成缺陷,在下次燒結(jié)中,這些有缺陷的當(dāng)?shù)貙⒓铀傺趸R煌?這些當(dāng)?shù)匾彩菣C(jī)械應(yīng)力的集中點(diǎn)。這就要求石狡資料結(jié)構(gòu)應(yīng)細(xì)密,強(qiáng)度高。
4.模底棋壁壓裂型
因?yàn)槭Y料機(jī)械強(qiáng)度低或模具設(shè)計(jì)不合理,模底或摸壁強(qiáng)度不夠,承受不了熱壓壓力,當(dāng)壓力加到必定程度時(shí),就沿模底與模堡內(nèi)壁銜接處應(yīng)力集中部位呈現(xiàn)橫向裂紋,在資料強(qiáng)度不夠的情況下,模壁或模底也呈現(xiàn)裂紋。
上述四種損壞類型,在工業(yè)生產(chǎn)中并不獨(dú)立存在,而是交混在一同,四種損壞類型一同在起作用,不過,最后以某一類型形式表現(xiàn)出來罷了。


最新文章推薦