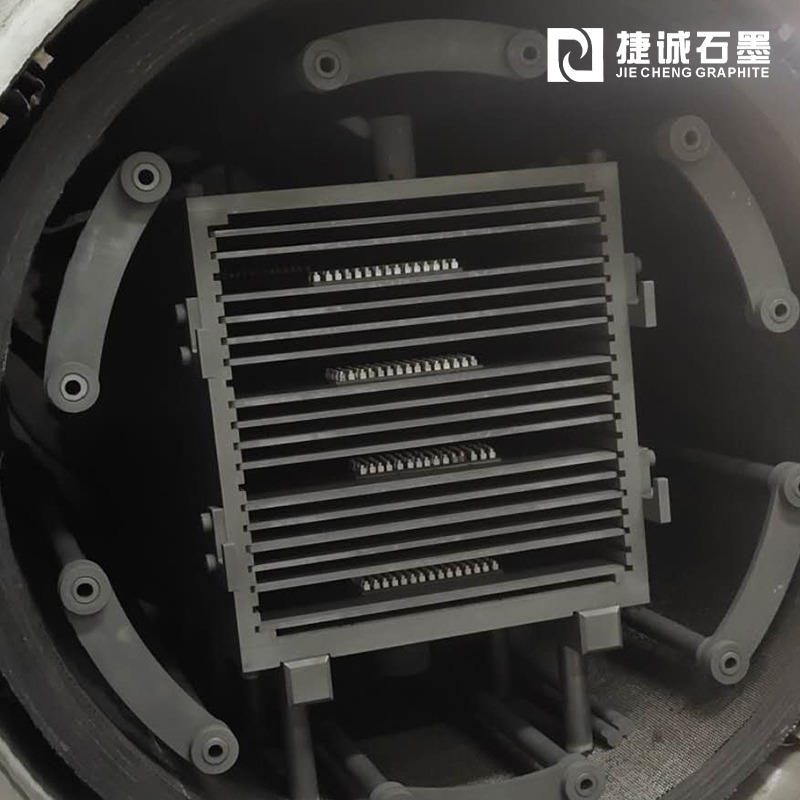
石墨模具熱處理工藝中中存在那些缺點(diǎn)?
近些年,石墨模具以其優(yōu)質(zhì)的特征持續(xù)沖擊性模具銷售市場(chǎng),變成機(jī)械加工職業(yè)的新寵兒。
石墨模具熱處理工藝中存有的缺陷及避免辦法:
1、石墨模具表層有軟點(diǎn):石墨模具熱處理工藝后表層有軟點(diǎn),將危害石墨模具的耐磨性能、下降石墨模具的運(yùn)用期限。
(1)構(gòu)成原因:石墨模具在熱處理工藝前表層有氧化皮、銹跡及部分滲碳。石墨模具淬火加溫后,制冷淬火物質(zhì)挑選不合理,淬火物質(zhì)中殘?jiān)嗷虼嗷?br> (2)防范措施:石墨模具熱處理工藝前要除去氧化皮、銹跡,在淬火加溫時(shí)適度維護(hù)石墨模具表層,應(yīng)盡可能選用真空電爐、鹽浴爐和維護(hù)氣氛爐中加溫。石墨模具淬火加溫后制冷時(shí),應(yīng)挑選適宜的制冷物質(zhì),對(duì)長(zhǎng)期性應(yīng)用的制冷物質(zhì)要常常打開(kāi)過(guò)慮,或準(zhǔn)時(shí)拆換。
2、石墨模具熱處理工藝前安排不佳:石墨模具終究球化安排粗大強(qiáng)健不均勻、球化不健全,安排有網(wǎng)狀結(jié)構(gòu)、帶條狀和鏈狀滲碳體,這將使石墨模具在淬火后簡(jiǎn)略構(gòu)成裂縫,導(dǎo)致石墨模具損毀。
(1)構(gòu)成原因:石墨模具鋼原材料初始安排存有比較嚴(yán)重滲碳體縮松。鑄造工藝不佳,如煅造加溫溫度過(guò)高、形變量小、停鍛溫度高、鍛后制冷速率遲緩等,使煅造安排粗大強(qiáng)健并有網(wǎng)狀結(jié)構(gòu)、帶條狀及鏈狀滲碳體存有,使球化退火時(shí)無(wú)法根除。球化退火加工工藝不佳,如淬火溫度過(guò)高或過(guò)低,等溫退火時(shí)間較短等,可導(dǎo)致球化退火安排不均勻或球化欠佳。
(2)防范措施:一般應(yīng)根據(jù)石墨模具的工作中標(biāo)準(zhǔn)、出產(chǎn)制造大批量及原材料本身的堅(jiān)韌化特性,盡量挑選質(zhì)量好的石墨模具鋼原材料。改善鑄造工藝或選用淬火預(yù)備熱處理工藝,來(lái)根除材料中網(wǎng)狀結(jié)構(gòu)和鏈狀滲碳體及滲碳體的不勻稱性。對(duì)無(wú)法打開(kāi)煅造的滲碳體縮松比較嚴(yán)重的高碳鋼石墨模具鋼可打開(kāi)熱處理回火優(yōu)化熱處理工藝。對(duì)煅造后的模坯擬定恰當(dāng)?shù)那蚧嘶鸺庸すに嚇?biāo)準(zhǔn),可選用熱處理熱處理工藝和敏捷勻細(xì)球化退火工。有用裝爐,確保爐芯模坯溫度的勻稱性。
3、石墨模具構(gòu)成淬火裂縫:石墨模具在淬火后構(gòu)成裂縫是石墨模具熱處理工藝全過(guò)程中的較大缺陷,將使出產(chǎn)加工好的石墨模具損毀,使出產(chǎn)制造和經(jīng)濟(jì)發(fā)展導(dǎo)致非常大危害。
(1)構(gòu)成原因:石墨模具原材料存有比較嚴(yán)重的網(wǎng)狀結(jié)構(gòu)滲碳體縮松。石墨模具中存有有機(jī)械加工制造或冷塑形變地應(yīng)力。石墨模具熱處理工藝實(shí)際操作不合理(加溫或制冷過(guò)快、淬火制冷物質(zhì)挑選不合理、制冷溫度過(guò)低、制冷時(shí)間太長(zhǎng)等)。石墨模具姿勢(shì)冗繁、薄厚不均勻、帶斜角和螺紋孔等,使內(nèi)應(yīng)力和安排地應(yīng)力過(guò)大。石墨模具淬火加溫溫度過(guò)高構(gòu)成超溫或過(guò)燒。石墨模具淬火后淬火不立即或淬火隔熱保溫時(shí)間不可。石墨模具修理淬火加溫時(shí),沒(méi)經(jīng)正中間淬火而再度加溫淬火。石墨模具熱處理工藝的,切削加工工藝不合理。石墨模具熱處理工藝后電火花線切割時(shí),硬底化層中存有有高的拉申地應(yīng)力和顯微鏡裂縫。
(2)防范措施:嚴(yán)控石墨模具材料的本質(zhì)質(zhì)量。改善煅造和球化退火加工工藝,根除網(wǎng)狀結(jié)構(gòu)、帶條狀、鏈狀滲碳體,改善球化安排的勻稱性。在機(jī)械加工制造后或冷塑形變后的石墨模具應(yīng)打開(kāi)去地應(yīng)力淬火(600℃)后再打開(kāi)加溫淬火。對(duì)姿勢(shì)冗繁的石墨模具應(yīng)選用石綿阻塞螺紋孔,捆扎風(fēng)險(xiǎn)橫截面和厚壁處,并選用等級(jí)分類淬火或等溫過(guò)程淬火。修理或翻修石墨模具時(shí)要打開(kāi)淬火或高溫淬火。石墨模具在淬火加溫時(shí)要選用加熱,制冷時(shí)選用急冷對(duì)策,并挑選適宜淬火物質(zhì)。應(yīng)嚴(yán)控淬火加溫溫度和時(shí)間,避免石墨模具超溫和過(guò)燒。石墨模具淬火后應(yīng)立即淬火,隔熱保溫時(shí)間要足夠,高鋁合金冗繁石墨模具應(yīng)淬火2-3次。挑選恰當(dāng)?shù)那邢骷庸すに嚭瓦m宜的沙輪片。改善石墨模具電火花線切割加工工藝,并打開(kāi)去地應(yīng)力淬火。
4、石墨模具淬火后安排粗大強(qiáng)健:石墨模具淬火后安排粗大強(qiáng)健,將比較嚴(yán)重危害石墨模具的物理性能,應(yīng)用時(shí)可能使石墨模具構(gòu)成破裂,比較嚴(yán)重危害石墨模具的運(yùn)用期限。
(1)構(gòu)成的原因:石墨模具不銹鋼板材搞混,詳細(xì)不銹鋼板材淬火溫度遠(yuǎn)小于規(guī)矩石墨模具原材料的淬火溫度(如把GCr15鋼當(dāng)成3Cr2W8V鋼)。石墨模具鋼淬火前未打開(kāi)恰當(dāng)?shù)那蚧に囂幚恚蚧才徘芳选J>叽慊鸺訙販囟冗^(guò)高或隔熱保溫時(shí)間太長(zhǎng)。石墨模具在爐中置放部位不合理,在靠近電極或加溫元器件區(qū)易構(gòu)成超溫。對(duì)橫截面改動(dòng)很大的石墨模具,淬火加溫加工工藝主要參數(shù)挑選不合理,在薄橫截面和斜角處構(gòu)成超溫。
(2)防范措施:不銹鋼板材進(jìn)庫(kù)前要嚴(yán)苛打開(kāi)檢測(cè),堅(jiān)決根絕不銹鋼板材搞混亂堆。石墨模具淬火前要打開(kāi)恰當(dāng)?shù)撵言旌颓蚧嘶穑源_保優(yōu)異的球化安排。恰當(dāng)擬定石墨模具淬火加溫加工工藝標(biāo)準(zhǔn),嚴(yán)控淬火加溫溫度和隔熱保溫時(shí)間。準(zhǔn)時(shí)檢驗(yàn)和校準(zhǔn)紅外測(cè)溫表面,確保表面盤一切正常工作中。石墨模具在爐中加溫時(shí)要與電極或加溫元器件保持適度的間距。


最新文章推薦