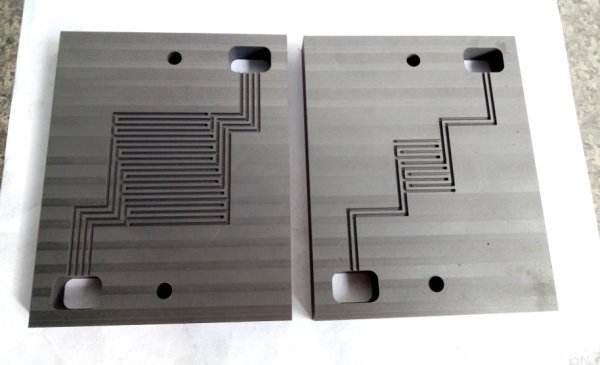
石墨加工的銑削條件
2019年11月08日
次瀏覽
石墨加工
切削加工條件的選擇對(duì)于刀具壽命有相當(dāng)大的影響。
(1)切削方式(順銑和逆銑):順銑的切削振動(dòng)小于逆銑。順銑時(shí),刀具切入厚度從最大減小到零,刀具切入工件后,不會(huì)出現(xiàn)因切不下切屑而造成的彈刀現(xiàn)象,工藝系統(tǒng)剛性好,切削振動(dòng)小;逆銑時(shí),刀具的切入厚度從零增加到最大,刀具切入初期,因切削厚度薄,將在工件表面劃擦一段路徑,此時(shí),刃口如果遇到石墨材料中的硬質(zhì)點(diǎn)或殘留在工件表面的切屑顆粒,都將引起刀具的彈刀或顫振,因此逆銑的切削振動(dòng)較大。
(2)吹氣(或吸塵)和浸漬電火花液加工:及時(shí)清理工件表面的石墨粉塵,有利于減小刀具二次磨損,延長(zhǎng)刀具使用壽命,減少石墨粉塵對(duì)機(jī)床絲杠和導(dǎo)軌的影響。

(3)選擇合適的高轉(zhuǎn)速及相應(yīng)的大進(jìn)給量。
當(dāng)然,加工銑削石墨,不僅僅是靠一把石墨銑刀,對(duì)加工石墨工藝,機(jī)床性能,編程等方式都有一定的要求。
目前瑞士Fraisa石墨專(zhuān)用刀具,在國(guó)內(nèi)有很高的使用反饋信息:采用金剛石涂層,表面硬度高,對(duì)石墨,非鐵金屬有很好的銑削效果。更加重要的是,現(xiàn)在Fraisa石墨刀具某些款式,正供不應(yīng)求中。
石墨烯電池技術(shù)解答掃一掃

聯(lián)系電話:13922516726








金屬石墨纏繞墊片與石墨墊片各有什么特征

金屬石墨纏繞墊片與石墨墊片各有什么特征