
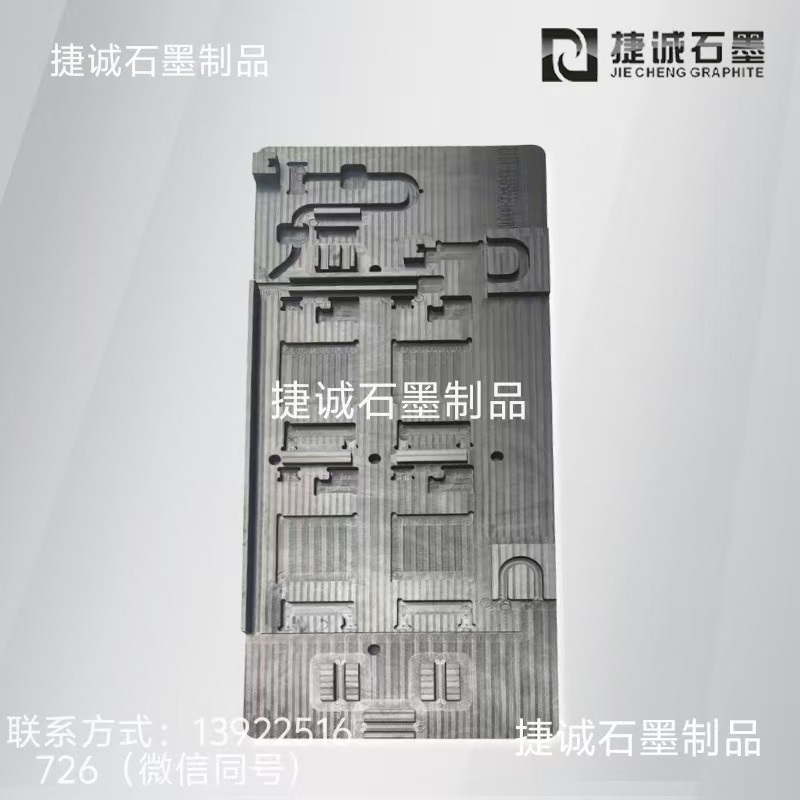
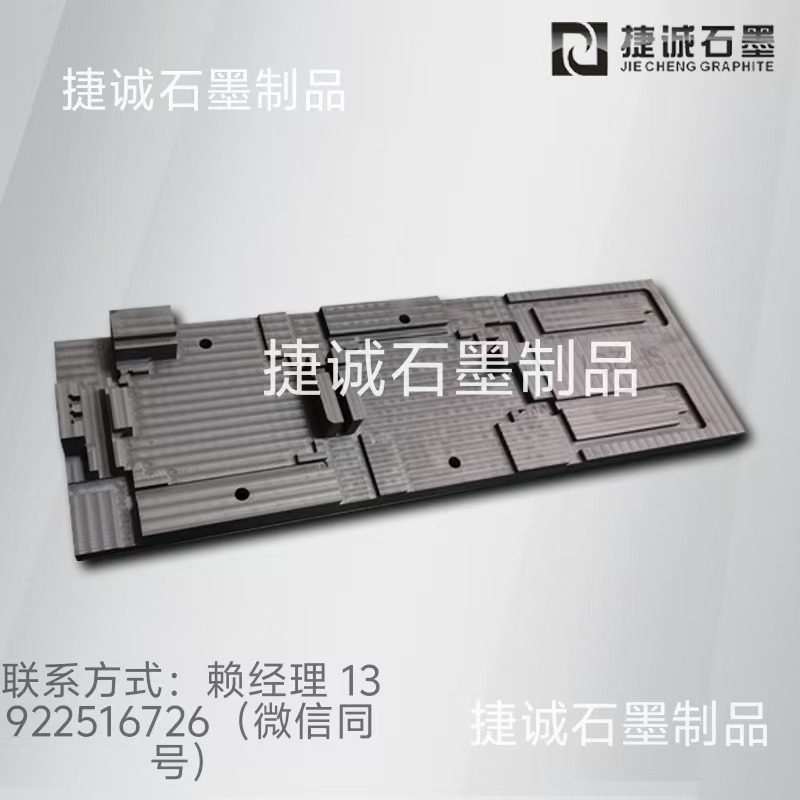
液冷板釬焊石墨模具,液冷板石墨模具,水冷板釬焊石墨模具,石墨模具,石墨夾具,石墨治具,石墨模具加工,石墨模具加工廠,液冷板釬焊石墨模具生產(chǎn)廠家

捷誠(chéng)石墨
13549365158
更多信息資訊掃描二維碼咨詢了解




-
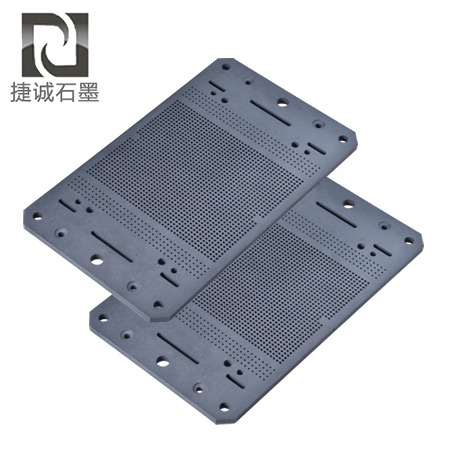
 二極管玻璃燒結(jié)石墨治具,半導(dǎo)體封裝石墨模具,電子燒結(jié)石墨模具,二極管封裝石墨模具,石墨模具,石墨治具,石墨模具加工,石墨模具生產(chǎn)廠家
二極管玻璃燒結(jié)石墨治具,半導(dǎo)體封裝石墨模具,電子燒結(jié)石墨模具,二極管封裝石墨模具,石墨模具,石墨治具,石墨模具加工,石墨模具生產(chǎn)廠家 -
 精密電子IC封裝模具,電子燒結(jié)石墨模具,石墨模具,燒結(jié)石墨模具,半導(dǎo)體燒結(jié)石墨模具,二極管封裝石墨治具,石墨模具生產(chǎn)廠家
精密電子IC封裝模具,電子燒結(jié)石墨模具,石墨模具,燒結(jié)石墨模具,半導(dǎo)體燒結(jié)石墨模具,二極管封裝石墨治具,石墨模具生產(chǎn)廠家 -
 鋁箔軟連接石墨電極,耐用銅箔軟連接石墨電極,銅箔覆鎳焊接石墨塊,軟連接石墨塊,新能源電池連接片焊接模具,銅軟連接焊機(jī)石墨電極塊
鋁箔軟連接石墨電極,耐用銅箔軟連接石墨電極,銅箔覆鎳焊接石墨塊,軟連接石墨塊,新能源電池連接片焊接模具,銅軟連接焊機(jī)石墨電極塊 -
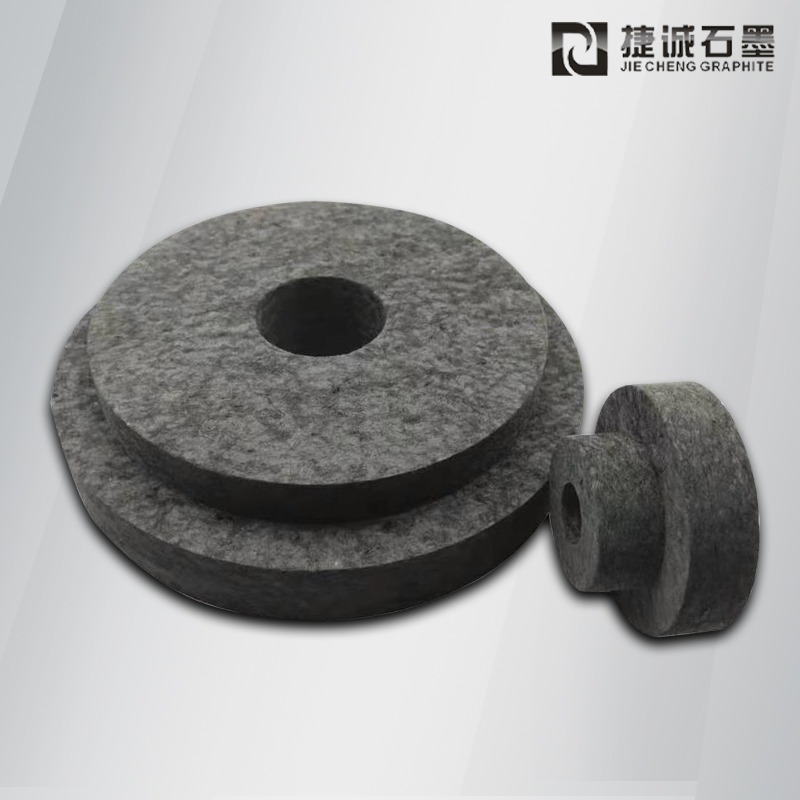
 石墨油槽,高純石墨油槽,多槽石墨油槽,耐高溫石墨油槽,金銀鑄錠石墨模具,鑄錠石墨油槽,石墨鑄錠槽,石墨油槽生產(chǎn)廠家
石墨油槽,高純石墨油槽,多槽石墨油槽,耐高溫石墨油槽,金銀鑄錠石墨模具,鑄錠石墨油槽,石墨鑄錠槽,石墨油槽生產(chǎn)廠家 -
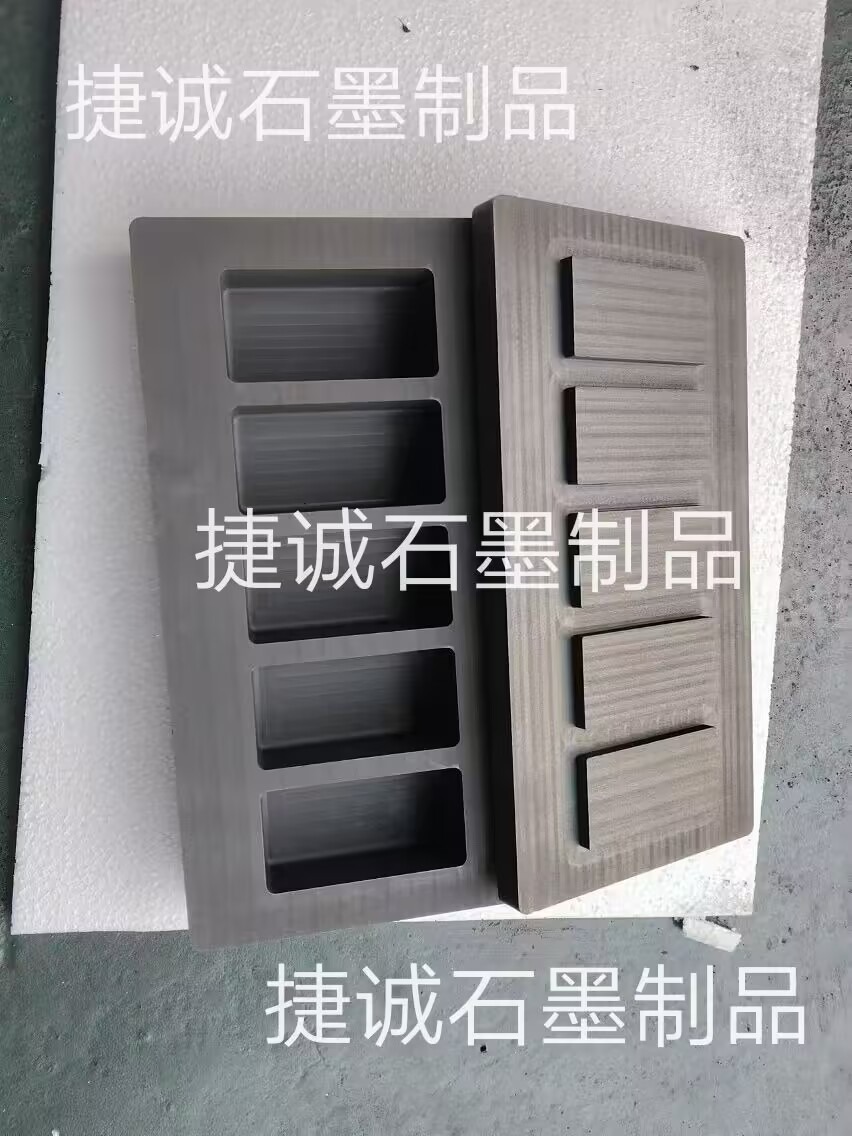 石墨油槽,鑄錠石墨油槽,高純石墨油槽,多槽石墨油槽,耐高溫石墨油槽,金銀鑄錠石墨模具,石墨油槽石墨鑄錠槽,石墨油槽生產(chǎn)廠家
石墨油槽,鑄錠石墨油槽,高純石墨油槽,多槽石墨油槽,耐高溫石墨油槽,金銀鑄錠石墨模具,石墨油槽石墨鑄錠槽,石墨油槽生產(chǎn)廠家 -
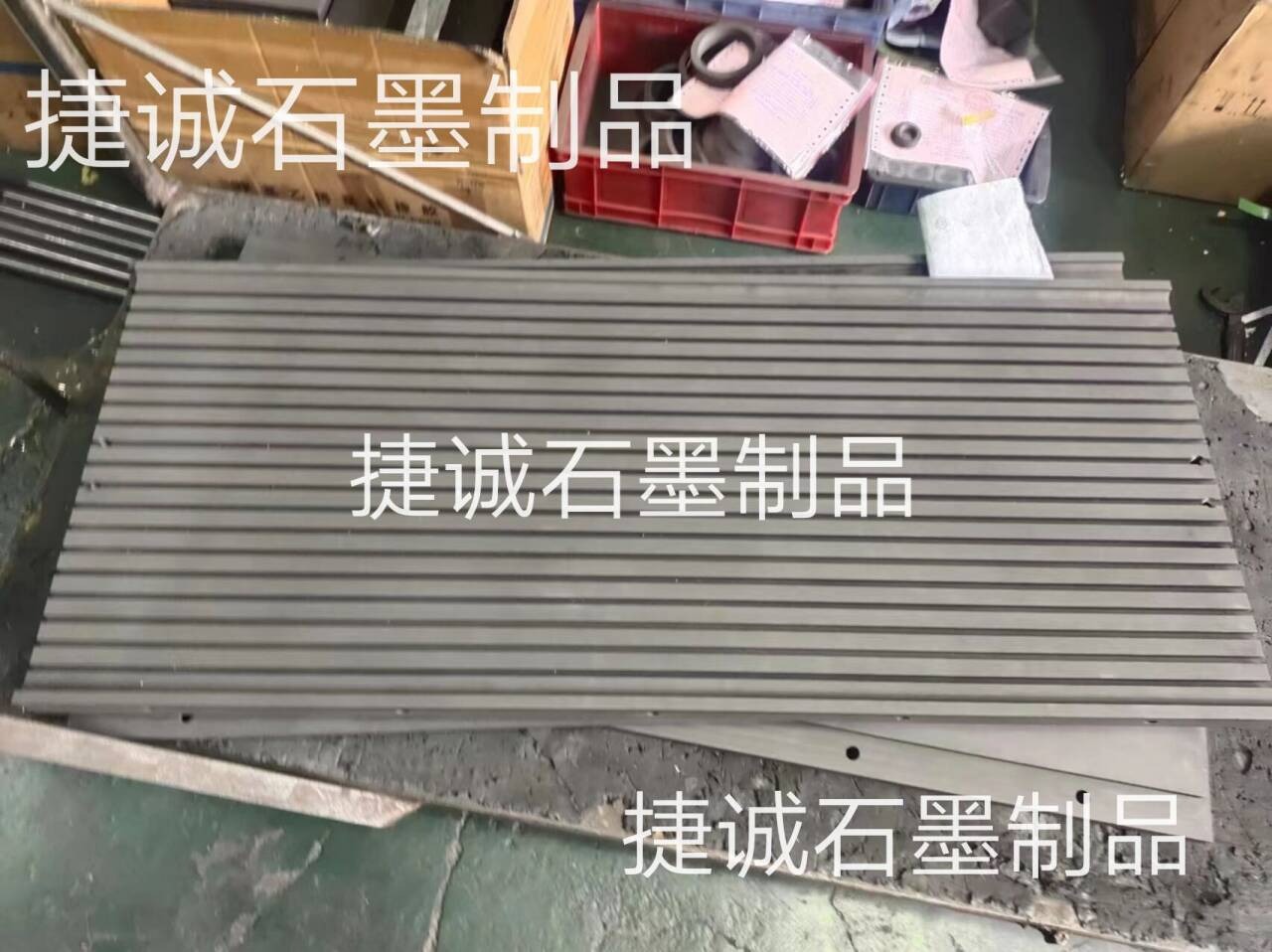 石墨舟皿,V型石墨舟皿,高純度石墨舟皿,石墨模具,鎢鋼燒結(jié)用v型石墨舟皿,高純燒結(jié)石墨制品,石墨方舟石墨舟皿,石墨舟皿生產(chǎn)廠家
石墨舟皿,V型石墨舟皿,高純度石墨舟皿,石墨模具,鎢鋼燒結(jié)用v型石墨舟皿,高純燒結(jié)石墨制品,石墨方舟石墨舟皿,石墨舟皿生產(chǎn)廠家 -
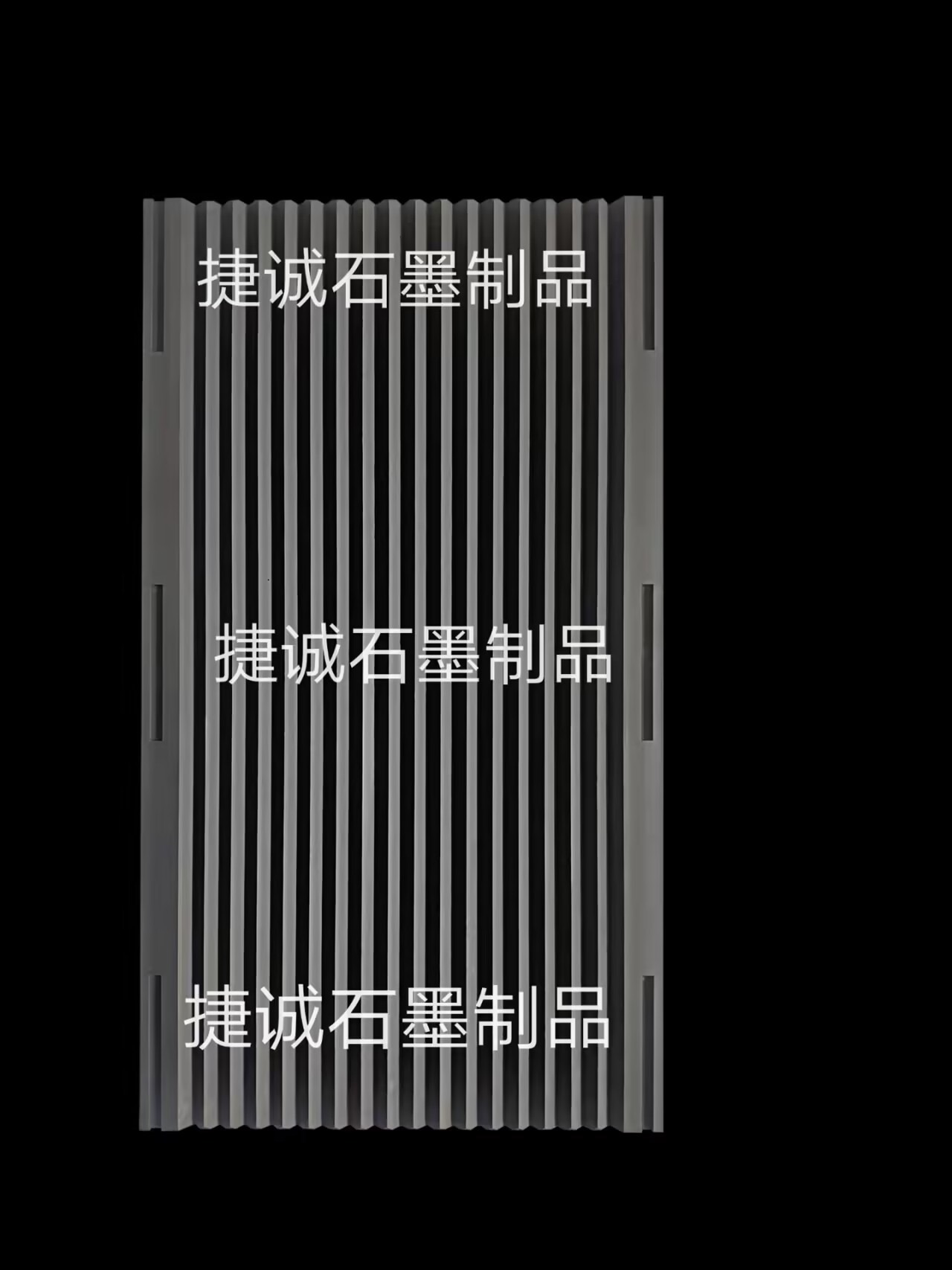 石墨舟皿,V型石墨舟皿,高純度石墨舟皿,鎢鋼燒結(jié)用v型石墨舟皿,石墨模具,鎢鋼燒結(jié)用v型石墨舟皿,高純燒結(jié)石墨制品,石墨方舟石墨舟皿,石墨舟皿生產(chǎn)廠家
石墨舟皿,V型石墨舟皿,高純度石墨舟皿,鎢鋼燒結(jié)用v型石墨舟皿,石墨模具,鎢鋼燒結(jié)用v型石墨舟皿,高純燒結(jié)石墨制品,石墨方舟石墨舟皿,石墨舟皿生產(chǎn)廠家 -
 高分子擴(kuò)散焊機(jī)石墨電極塊,軟連接石墨塊,抗氧化石墨塊,擴(kuò)散焊治具,極柱焊接石墨塊,高分子擴(kuò)散焊機(jī)石墨塊,軟連接石墨塊生產(chǎn)出那個(gè)價(jià)
高分子擴(kuò)散焊機(jī)石墨電極塊,軟連接石墨塊,抗氧化石墨塊,擴(kuò)散焊治具,極柱焊接石墨塊,高分子擴(kuò)散焊機(jī)石墨塊,軟連接石墨塊生產(chǎn)出那個(gè)價(jià) -
軟連接石墨塊,軟連接石墨電極,銅箔軟連接石墨治具,焊接成型石墨電極,銅箔軟連接石墨治具,軟連接石墨塊生產(chǎn)廠家,抗氧化石墨塊
-
軟連接焊機(jī)石墨塊,軟連接石墨塊,高分子擴(kuò)散焊石墨塊,石墨塊,抗氧化石墨塊,銅排軟連接石墨塊,軟連接石墨塊生產(chǎn)廠家
-
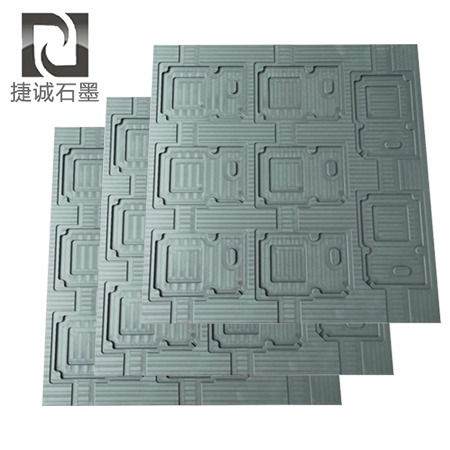
 防雷接地石墨模具,防雷放熱焊接石墨模具,防雷石墨模具,焊接石墨模具,防雷放熱焊石墨模具,放熱焊接石墨模具生產(chǎn)廠家
防雷接地石墨模具,防雷放熱焊接石墨模具,防雷石墨模具,焊接石墨模具,防雷放熱焊石墨模具,放熱焊接石墨模具生產(chǎn)廠家
液冷板釬焊石墨模具的加熱速率操控是一個(gè)歸納且雜亂的進(jìn)程,需結(jié)合設(shè)備功能、工藝要求及資料特性進(jìn)行精密調(diào)控,以下從操控原理、設(shè)備及手段、工藝優(yōu)化辦法三個(gè)方面展開(kāi)說(shuō)明:
一、加熱速率操控原理
熱平衡操控
加熱速率需滿足熱輸入與資料吸熱能力的動(dòng)態(tài)平衡。經(jīng)過(guò)調(diào)節(jié)加熱功率、爐內(nèi)氣流循環(huán)及模具外表輻射系數(shù),避免部分過(guò)熱或溫度梯度過(guò)大導(dǎo)致的熱應(yīng)力會(huì)集。
資料特性適配
石墨模具的熱導(dǎo)率(約100-200W/m·K)遠(yuǎn)低于金屬,需依據(jù)其熱擴(kuò)散系數(shù)動(dòng)態(tài)調(diào)整升溫曲線。例如,選用分段加熱戰(zhàn)略,在低溫階段(<300℃)以5-10℃/min速率升溫,高溫階段(>600℃)下降至2-5℃/min,避免熱裂紋。
二、操控設(shè)備及手段
加熱設(shè)備選型與優(yōu)化
電阻爐:經(jīng)過(guò)功率分區(qū)操控完成溫度梯度調(diào)節(jié),例如在爐膛上下層設(shè)置不同加熱功率,補(bǔ)償石墨模具的吸熱差異。
真空爐:選用紅外輻射加熱與對(duì)流加熱結(jié)合,提高熱效率并削減氧化危險(xiǎn)。
感應(yīng)加熱:針對(duì)部分區(qū)域進(jìn)行高頻加熱,適用于雜亂結(jié)構(gòu)模具的精準(zhǔn)控溫。
智能操控系統(tǒng)
PID算法:實(shí)時(shí)監(jiān)測(cè)爐內(nèi)溫度(差錯(cuò)±1℃),動(dòng)態(tài)調(diào)整加熱功率輸出,例如在方針溫度前100℃時(shí),將升溫速率從10℃/min下降至3℃/min,避免超調(diào)。
含糊操控:結(jié)合專家經(jīng)驗(yàn)庫(kù),對(duì)非線性熱進(jìn)程進(jìn)行自適應(yīng)優(yōu)化,例如在模具形狀驟變處主動(dòng)下降加熱速率。
神經(jīng)網(wǎng)絡(luò)預(yù)測(cè):經(jīng)過(guò)歷史數(shù)據(jù)練習(xí)模型,預(yù)測(cè)不同模具尺寸下的最優(yōu)升溫曲線,削減試錯(cuò)本錢。
溫度監(jiān)測(cè)與反應(yīng)
多點(diǎn)熱電偶布局:在模具要害位置(如流道、邊際)布置熱電偶,實(shí)時(shí)收集溫度數(shù)據(jù)并反應(yīng)至操控系統(tǒng)。
紅外熱成像:非觸摸式監(jiān)測(cè)模具外表溫度散布,識(shí)別部分過(guò)熱區(qū)域并及時(shí)調(diào)整加熱戰(zhàn)略。
三、工藝優(yōu)化辦法
預(yù)處理與裝夾優(yōu)化
模具預(yù)熱:在釬焊前進(jìn)行低溫預(yù)熱(如200℃),削減熱沖擊對(duì)模具的影響。
裝夾方法:選用石墨墊片或陶瓷支撐,避免模具與爐體直觸摸摸導(dǎo)致的部分過(guò)熱。
分段加熱與保溫戰(zhàn)略
低溫階段(<300℃):以5-10℃/min速率升溫,確保有機(jī)膠徹底蒸發(fā),避免殘留物影響釬焊質(zhì)量。
中溫階段(300-600℃):提高至10-20℃/min,縮短工藝時(shí)間。
高溫階段(>600℃):下降至2-5℃/min,配合保溫階段(如650℃保溫30分鐘),使溫度均勻化。
氣氛維護(hù)與冷卻操控
氮?dú)饩S護(hù):保持爐內(nèi)氧含量<50ppm,避免模具氧化。
分級(jí)冷卻:釬焊完成后,先以5℃/min速率冷卻至400℃,再天然冷卻至室溫,削減熱應(yīng)力。
四、典型事例與數(shù)據(jù)
事例1:某液冷板釬焊工藝中,經(jīng)過(guò)PID操控將加熱速率動(dòng)搖從±15%下降至±3%,釬焊合格率提升至98%。
事例2:選用紅外熱成像技術(shù)后,模具外表溫差從50℃下降至10℃以內(nèi),明顯削減熱裂紋。
數(shù)據(jù)對(duì)比:傳統(tǒng)加熱方法需4小時(shí)完成釬焊,優(yōu)化后僅需2.5小時(shí),且能耗下降20%。