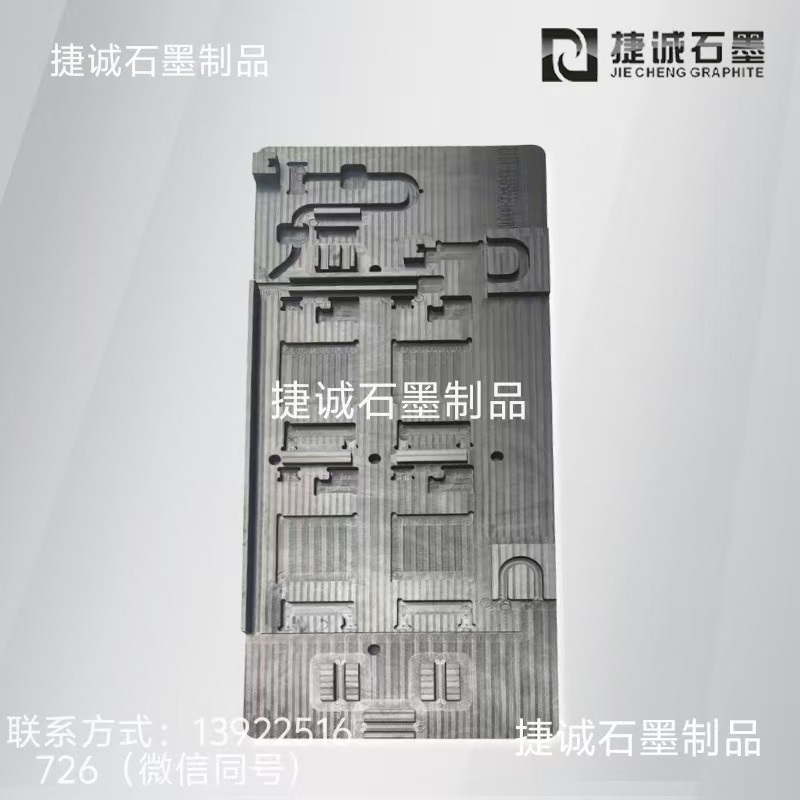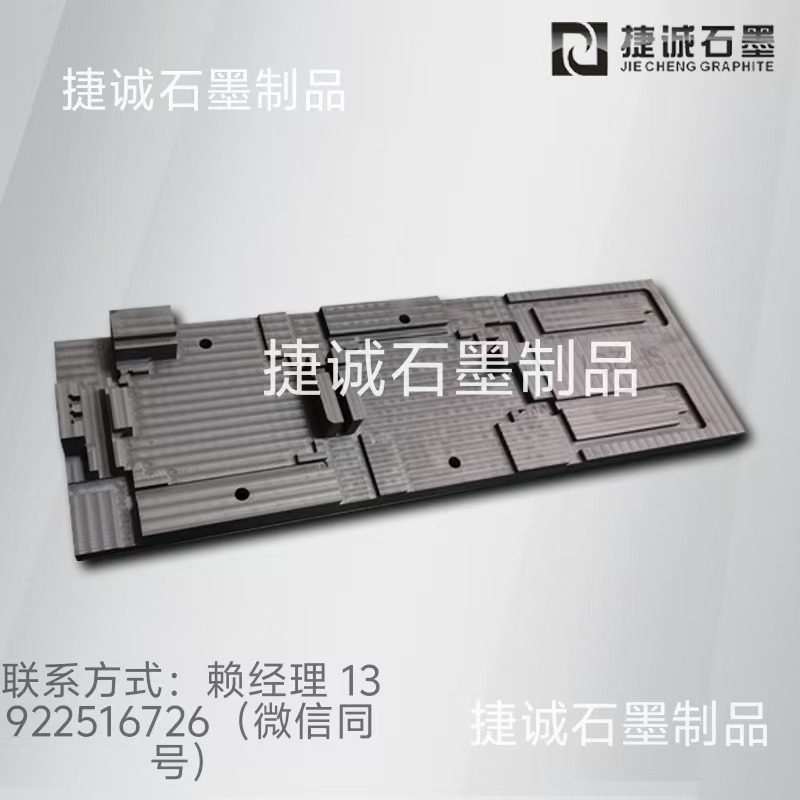
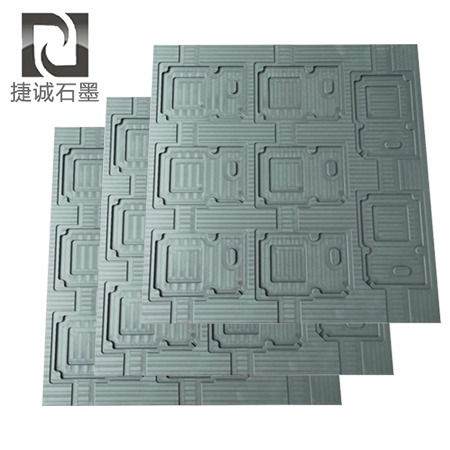
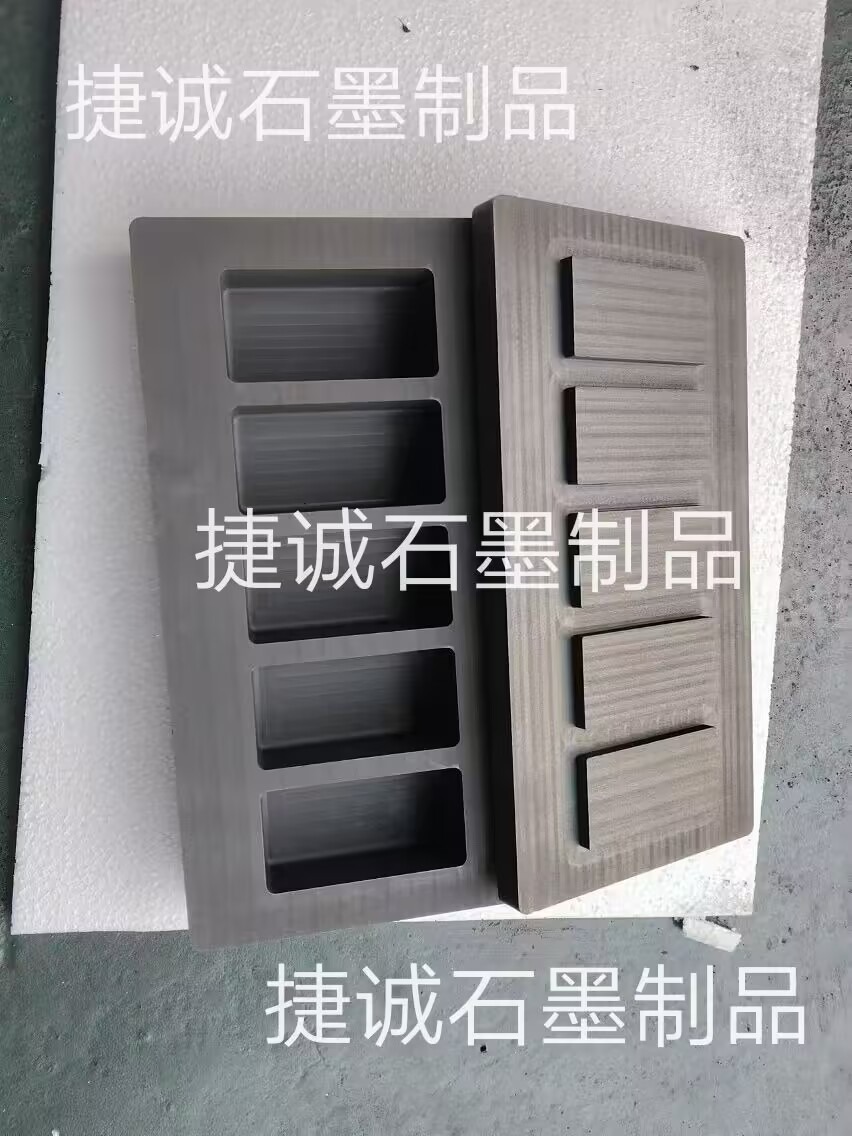
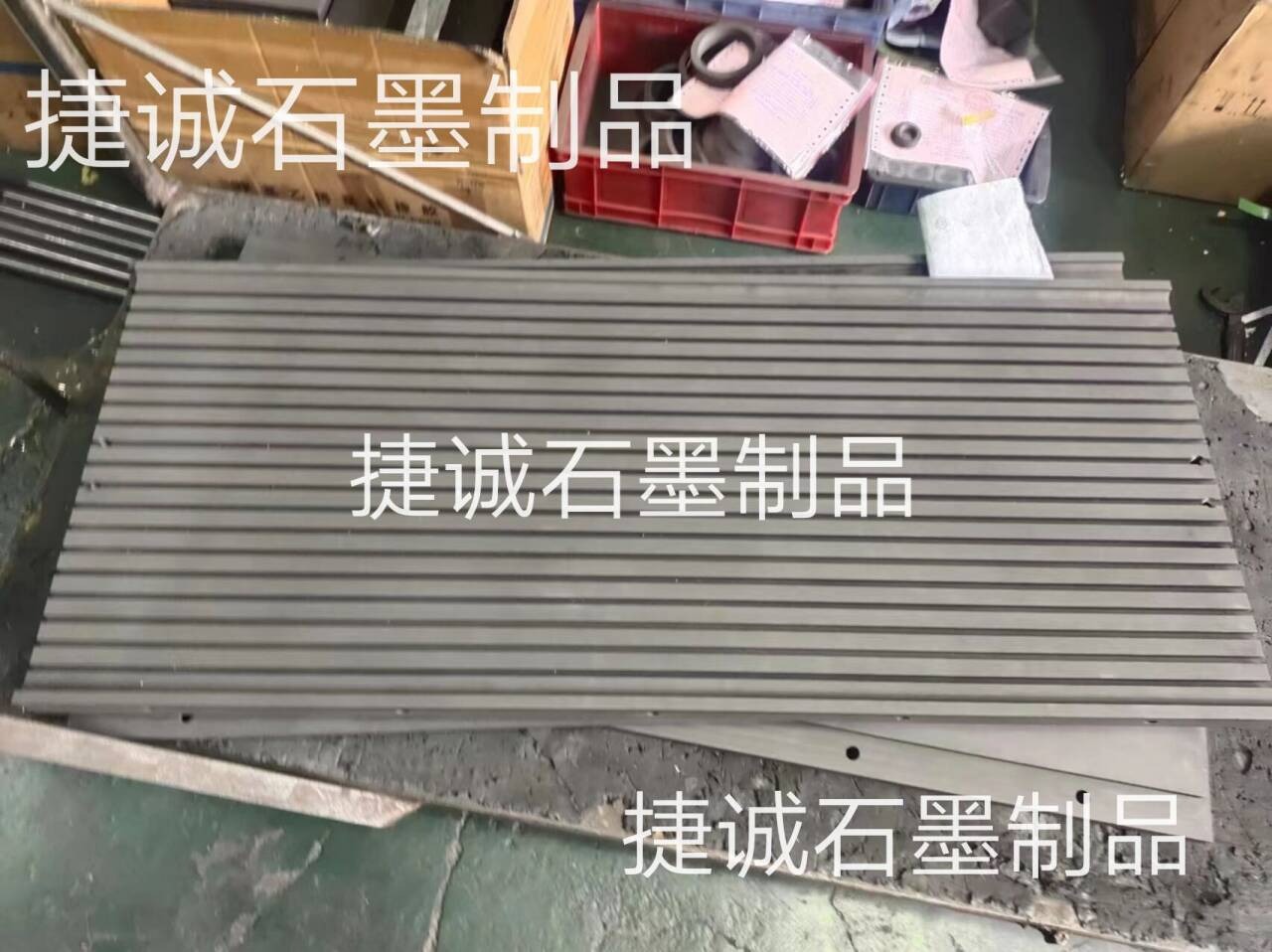
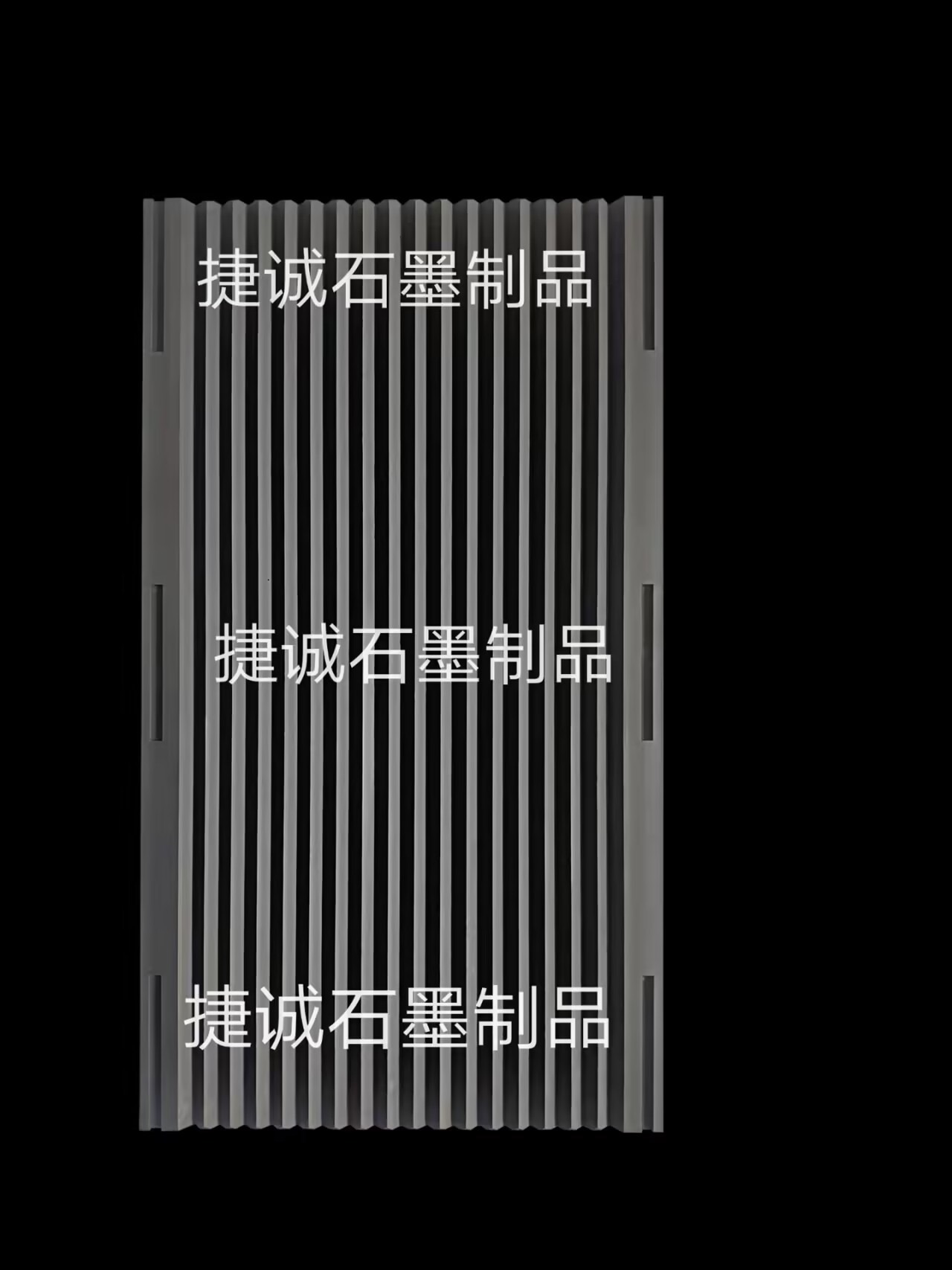
液冷板釬焊石墨模具,釬焊石墨模具,液冷板石墨模具,水冷板釬焊石墨模具,石墨模具,石墨夾具,石墨治具,石墨模具加工,石墨模具加工廠

捷誠石墨
13549365158
更多信息資訊掃描二維碼咨詢了解




-
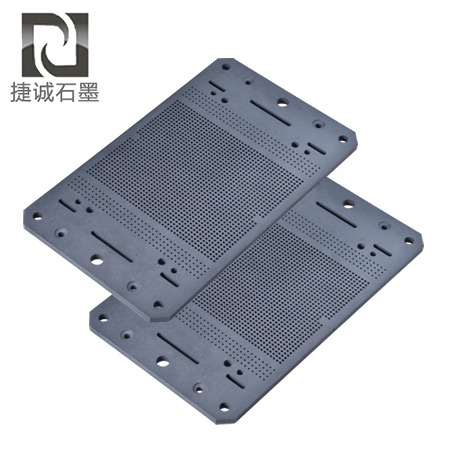
 二極管玻璃燒結(jié)石墨治具,半導體封裝石墨模具,電子燒結(jié)石墨模具,二極管封裝石墨模具,石墨模具,石墨治具,石墨模具加工,石墨模具生產(chǎn)廠家
二極管玻璃燒結(jié)石墨治具,半導體封裝石墨模具,電子燒結(jié)石墨模具,二極管封裝石墨模具,石墨模具,石墨治具,石墨模具加工,石墨模具生產(chǎn)廠家 -
 精密電子IC封裝模具,電子燒結(jié)石墨模具,石墨模具,燒結(jié)石墨模具,半導體燒結(jié)石墨模具,二極管封裝石墨治具,石墨模具生產(chǎn)廠家
精密電子IC封裝模具,電子燒結(jié)石墨模具,石墨模具,燒結(jié)石墨模具,半導體燒結(jié)石墨模具,二極管封裝石墨治具,石墨模具生產(chǎn)廠家 -
 鋁箔軟連接石墨電極,耐用銅箔軟連接石墨電極,銅箔覆鎳焊接石墨塊,軟連接石墨塊,新能源電池連接片焊接模具,銅軟連接焊機石墨電極塊
鋁箔軟連接石墨電極,耐用銅箔軟連接石墨電極,銅箔覆鎳焊接石墨塊,軟連接石墨塊,新能源電池連接片焊接模具,銅軟連接焊機石墨電極塊 -
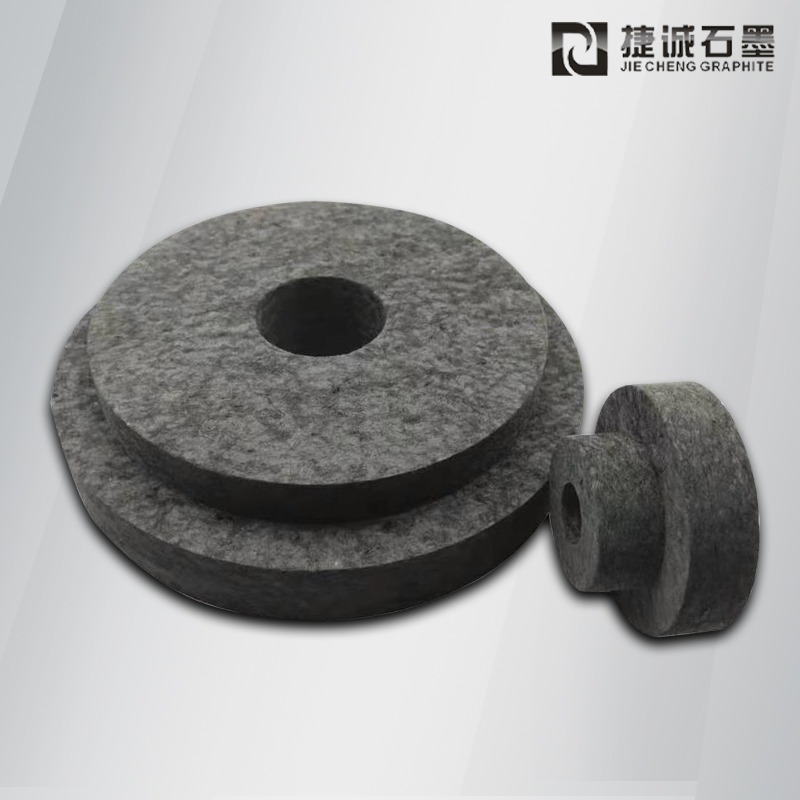
 石墨油槽,高純石墨油槽,多槽石墨油槽,耐高溫石墨油槽,金銀鑄錠石墨模具,鑄錠石墨油槽,石墨鑄錠槽,石墨油槽生產(chǎn)廠家
石墨油槽,高純石墨油槽,多槽石墨油槽,耐高溫石墨油槽,金銀鑄錠石墨模具,鑄錠石墨油槽,石墨鑄錠槽,石墨油槽生產(chǎn)廠家 -
 石墨油槽,鑄錠石墨油槽,高純石墨油槽,多槽石墨油槽,耐高溫石墨油槽,金銀鑄錠石墨模具,石墨油槽石墨鑄錠槽,石墨油槽生產(chǎn)廠家
石墨油槽,鑄錠石墨油槽,高純石墨油槽,多槽石墨油槽,耐高溫石墨油槽,金銀鑄錠石墨模具,石墨油槽石墨鑄錠槽,石墨油槽生產(chǎn)廠家 -
 石墨舟皿,V型石墨舟皿,高純度石墨舟皿,石墨模具,鎢鋼燒結(jié)用v型石墨舟皿,高純燒結(jié)石墨制品,石墨方舟石墨舟皿,石墨舟皿生產(chǎn)廠家
石墨舟皿,V型石墨舟皿,高純度石墨舟皿,石墨模具,鎢鋼燒結(jié)用v型石墨舟皿,高純燒結(jié)石墨制品,石墨方舟石墨舟皿,石墨舟皿生產(chǎn)廠家 -
 石墨舟皿,V型石墨舟皿,高純度石墨舟皿,鎢鋼燒結(jié)用v型石墨舟皿,石墨模具,鎢鋼燒結(jié)用v型石墨舟皿,高純燒結(jié)石墨制品,石墨方舟石墨舟皿,石墨舟皿生產(chǎn)廠家
石墨舟皿,V型石墨舟皿,高純度石墨舟皿,鎢鋼燒結(jié)用v型石墨舟皿,石墨模具,鎢鋼燒結(jié)用v型石墨舟皿,高純燒結(jié)石墨制品,石墨方舟石墨舟皿,石墨舟皿生產(chǎn)廠家 -
 高分子擴散焊機石墨電極塊,軟連接石墨塊,抗氧化石墨塊,擴散焊治具,極柱焊接石墨塊,高分子擴散焊機石墨塊,軟連接石墨塊生產(chǎn)出那個價
高分子擴散焊機石墨電極塊,軟連接石墨塊,抗氧化石墨塊,擴散焊治具,極柱焊接石墨塊,高分子擴散焊機石墨塊,軟連接石墨塊生產(chǎn)出那個價 -
軟連接石墨塊,軟連接石墨電極,銅箔軟連接石墨治具,焊接成型石墨電極,銅箔軟連接石墨治具,軟連接石墨塊生產(chǎn)廠家,抗氧化石墨塊
-
軟連接焊機石墨塊,軟連接石墨塊,高分子擴散焊石墨塊,石墨塊,抗氧化石墨塊,銅排軟連接石墨塊,軟連接石墨塊生產(chǎn)廠家
-
 防雷接地石墨模具,防雷放熱焊接石墨模具,防雷石墨模具,焊接石墨模具,防雷放熱焊石墨模具,放熱焊接石墨模具生產(chǎn)廠家
防雷接地石墨模具,防雷放熱焊接石墨模具,防雷石墨模具,焊接石墨模具,防雷放熱焊石墨模具,放熱焊接石墨模具生產(chǎn)廠家
液冷板釬焊石墨模具的制造進程觸及材料加工、精密成型、高溫釬焊等多環(huán)節(jié),存在以下關鍵問題及分析:
一、材料特性引發(fā)的加工難題
脆性高,易崩邊
問題:石墨材料脆性大,機械加工中易產(chǎn)生裂紋或崩邊,尤其在加工細微流道或凌亂結(jié)構(gòu)時(如水冷板的三維螺旋流道),廢品率或許高達20%-30%。
事例:某企業(yè)加工直徑0.5mm的微通道時,因切削力操控不妥導致石墨模具部分崩裂,作廢模具占比25%。
各向異性導致尺度差錯
問題:石墨的導熱、強度等性能存在方向性差異,加工中易因受力不均導致尺度差錯(如流道深度差錯±0.05mm),影響液冷板密封性。
數(shù)據(jù):垂直于石墨層方向的加工差錯比平行方向高30%-50%。
粉塵污染與健康風險
問題:石墨加工產(chǎn)生微米級粉塵,易引發(fā)工人塵肺病,同時粉塵污染車間環(huán)境,需額外投入除塵設備(本錢增加10%-15%)。
二、精密加工的技術(shù)瓶頸
高精度加工設備依靠進口
問題:國內(nèi)五軸聯(lián)動CNC機床的定位精度(±0.01mm)普遍低于進口設備(±0.005mm),導致模具精度短少,液冷板流道粗糙度Ra>0.4μm時易堵塞。
比照:德國DMG MORI機床加工的石墨模具,流道尺度公役可操控在±0.02mm以內(nèi),而國產(chǎn)設備僅能達±0.05mm。
刀具磨損快,本錢高
問題:石墨硬度高(莫氏硬度1-2),加工中刀具磨損率是金屬的3-5倍,單把金剛石涂層刀具本錢約2000元,加工10套模具即需替換。
本錢:刀具費用占模具總本錢的15%-20%。
凌亂結(jié)構(gòu)加工功率低
問題:液冷板流道多為三維曲面,傳統(tǒng)加工需屢次裝夾,單套模具加工時間長達40-60小時,功率僅為金屬模具的1/3。
改善方向:選用增材制造(3D打印)石墨技術(shù)可縮短周期至20小時,但設備本錢高昂(約500萬元/臺)。
三、釬焊工藝的兼容性應戰(zhàn)
石墨與金屬釬料潮濕性差
問題:石墨外表能低,普通釬料(如Ag-Cu合金)難以潮濕,需增加活性元素(如Ti、Cr)或選用鍍膜預處理,不然釬焊強度短少(<20MPa)。
事例:未鍍膜的石墨模具與銅接頭釬焊后,拉脫力僅15MPa,遠低于規(guī)劃要求的30MPa。
高溫釬焊易導致石墨氧化
問題:釬焊溫度(600-850℃)下,石墨易與氧氣反響生成CO?,導致模具外表疏松、強度下降。
解決計劃:需在真空或保護氣氛(如Ar氣)中釬焊,設備本錢增加20%-30%。
熱應力引發(fā)模具變形
問題:石墨與金屬的熱膨脹系數(shù)差異大(石墨7×10??/℃,銅17×10??/℃),釬焊后冷卻時易產(chǎn)生熱應力,導致模具變形(尺度差錯>0.1mm)。
對策:選用分段冷卻工藝或規(guī)劃補償結(jié)構(gòu),但會延伸出產(chǎn)周期10%-15%。
四、檢測與質(zhì)量操控的難點
無損檢測技術(shù)限制
問題:石墨模具內(nèi)部缺陷(如裂紋、氣孔)難以通過慣例超聲檢測發(fā)現(xiàn),需選用X射線或CT檢測,但設備貴重(單臺CT設備約300萬元)。
數(shù)據(jù):某企業(yè)選用超聲檢測的漏檢率達15%,改用CT檢測后降至3%。
精度檢測功率低
問題:三坐標測量機檢測單套模具需2-3小時,無法滿意批量出產(chǎn)需求(日產(chǎn)50套以上時需裝備5-8臺設備)。
改善方向:選用光學掃描+AI算法的自動化檢測系統(tǒng),可將檢測時間縮短至30分鐘,但技術(shù)成熟度短少。
釬焊質(zhì)量難以實時監(jiān)控
問題:釬焊進程中的溫度、氣氛等參數(shù)不堅定(如真空度不堅定±0.5×10?3Pa)會影響接頭質(zhì)量,但短少實時反響與調(diào)整機制。
事例:某企業(yè)因真空度不穩(wěn)定導致釬焊接頭漏氣率高達8%,引進閉環(huán)操控系統(tǒng)后降至1%。
五、本錢與功率的平衡對立
設備與材料本錢高
數(shù)據(jù):高精度CNC機床(±0.005mm)單價約200萬元,增材制造設備約500萬元,石墨材料本錢是金屬的2-3倍。
加工周期長
比照:金屬模具加工周期約20小時,石墨模具需40-60小時,導致交貨期延伸50%-100%。
廢品率居高不下
數(shù)據(jù):行業(yè)均勻廢品率15%-20%,部分企業(yè)因工藝不穩(wěn)定廢品率高達30%,直接推高本錢。
六、環(huán)境與安全風險
粉塵爆炸風險
問題:石墨粉塵在空氣中濃度達10-12g/m3時遇明火或許爆炸,需嚴格管控車間粉塵濃度(<5g/m3)。
環(huán)保法規(guī)壓力
問題:石墨加工廢水中含重金屬(如切削液中的鈷、鎳),需投入廢水處理設備(本錢增加5%-10%)。
結(jié)論與建議
技術(shù)晉級:引進高精度加工設備(如五軸聯(lián)動CNC)和增材制造技術(shù),提升模具精度與功率。
工藝優(yōu)化:開發(fā)專用釬料與鍍膜工藝,改善石墨與金屬的潮濕性;選用分段冷卻下降熱應力。
質(zhì)量操控:推行CT檢測與自動化檢測系統(tǒng),建立釬焊進程實時監(jiān)控系統(tǒng)。
本錢操控:通過規(guī)模化出產(chǎn)與工藝標準化下降廢品率,探究國產(chǎn)設備替代計劃。
通過以上措施,可將液冷板釬焊石墨模具的加工周期縮短30%,廢品率降至10%以內(nèi),滿意高端液冷系統(tǒng)的需求。