
防雷放熱焊接石墨模具,防雷接地石墨治具,加熱焊接石墨治具,加熱焊石墨夾具,放熱焊接石墨模具,放熱焊石墨模具

捷誠石墨
13549365158
更多信息資訊掃描二維碼咨詢了解




-
 二極管玻璃燒結(jié)石墨治具,半導(dǎo)體封裝石墨模具,電子燒結(jié)石墨模具,二極管封裝石墨模具,石墨模具,石墨治具,石墨模具加工,石墨模具生產(chǎn)廠家
二極管玻璃燒結(jié)石墨治具,半導(dǎo)體封裝石墨模具,電子燒結(jié)石墨模具,二極管封裝石墨模具,石墨模具,石墨治具,石墨模具加工,石墨模具生產(chǎn)廠家 -
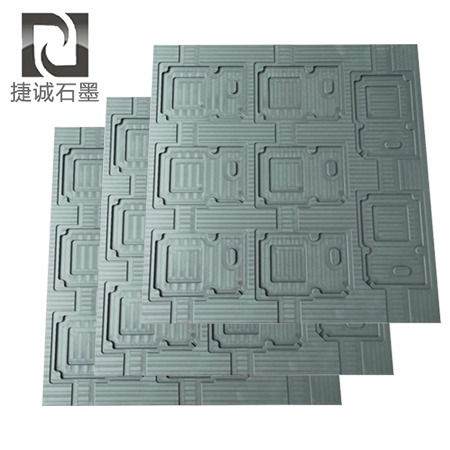
 精密電子IC封裝模具,電子燒結(jié)石墨模具,石墨模具,燒結(jié)石墨模具,半導(dǎo)體燒結(jié)石墨模具,二極管封裝石墨治具,石墨模具生產(chǎn)廠家
精密電子IC封裝模具,電子燒結(jié)石墨模具,石墨模具,燒結(jié)石墨模具,半導(dǎo)體燒結(jié)石墨模具,二極管封裝石墨治具,石墨模具生產(chǎn)廠家 -
 鋁箔軟連接石墨電極,耐用銅箔軟連接石墨電極,銅箔覆鎳焊接石墨塊,軟連接石墨塊,新能源電池連接片焊接模具,銅軟連接焊機石墨電極塊
鋁箔軟連接石墨電極,耐用銅箔軟連接石墨電極,銅箔覆鎳焊接石墨塊,軟連接石墨塊,新能源電池連接片焊接模具,銅軟連接焊機石墨電極塊 -
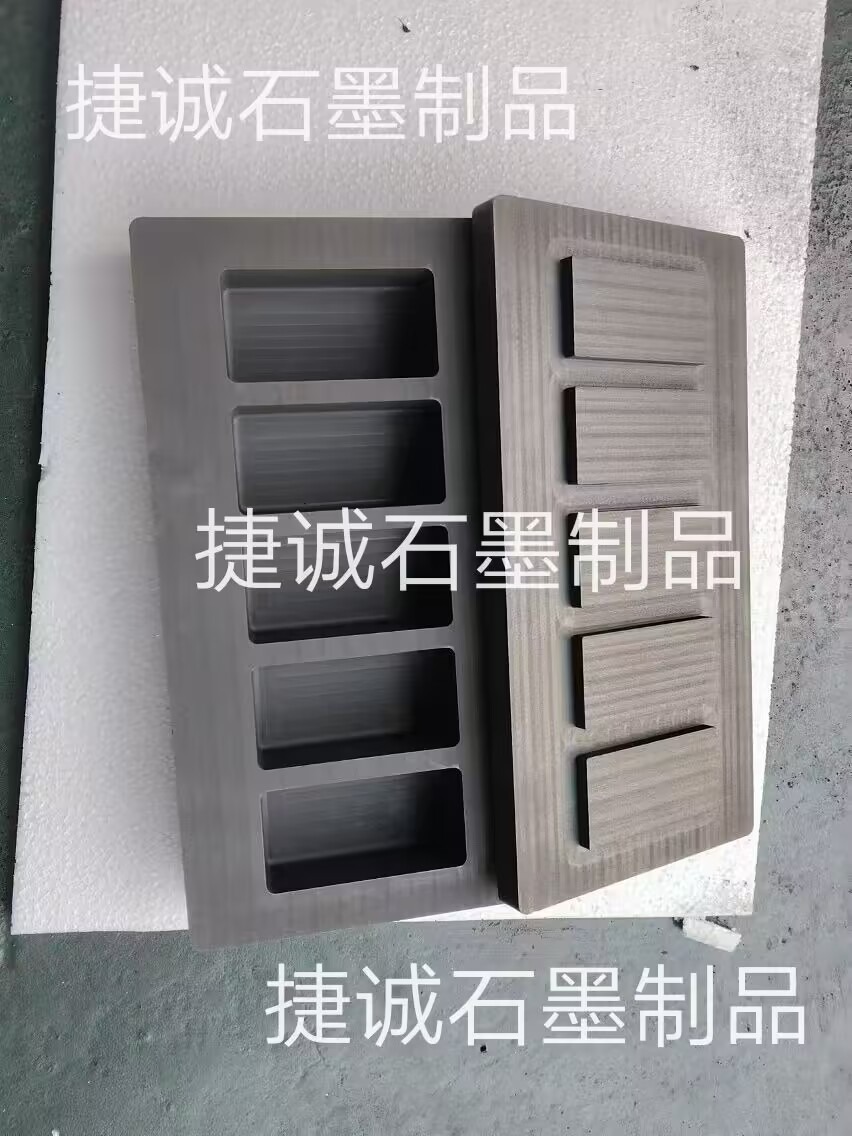
 石墨油槽,高純石墨油槽,多槽石墨油槽,耐高溫石墨油槽,金銀鑄錠石墨模具,鑄錠石墨油槽,石墨鑄錠槽,石墨油槽生產(chǎn)廠家
石墨油槽,高純石墨油槽,多槽石墨油槽,耐高溫石墨油槽,金銀鑄錠石墨模具,鑄錠石墨油槽,石墨鑄錠槽,石墨油槽生產(chǎn)廠家 -
 石墨油槽,鑄錠石墨油槽,高純石墨油槽,多槽石墨油槽,耐高溫石墨油槽,金銀鑄錠石墨模具,石墨油槽石墨鑄錠槽,石墨油槽生產(chǎn)廠家
石墨油槽,鑄錠石墨油槽,高純石墨油槽,多槽石墨油槽,耐高溫石墨油槽,金銀鑄錠石墨模具,石墨油槽石墨鑄錠槽,石墨油槽生產(chǎn)廠家 -
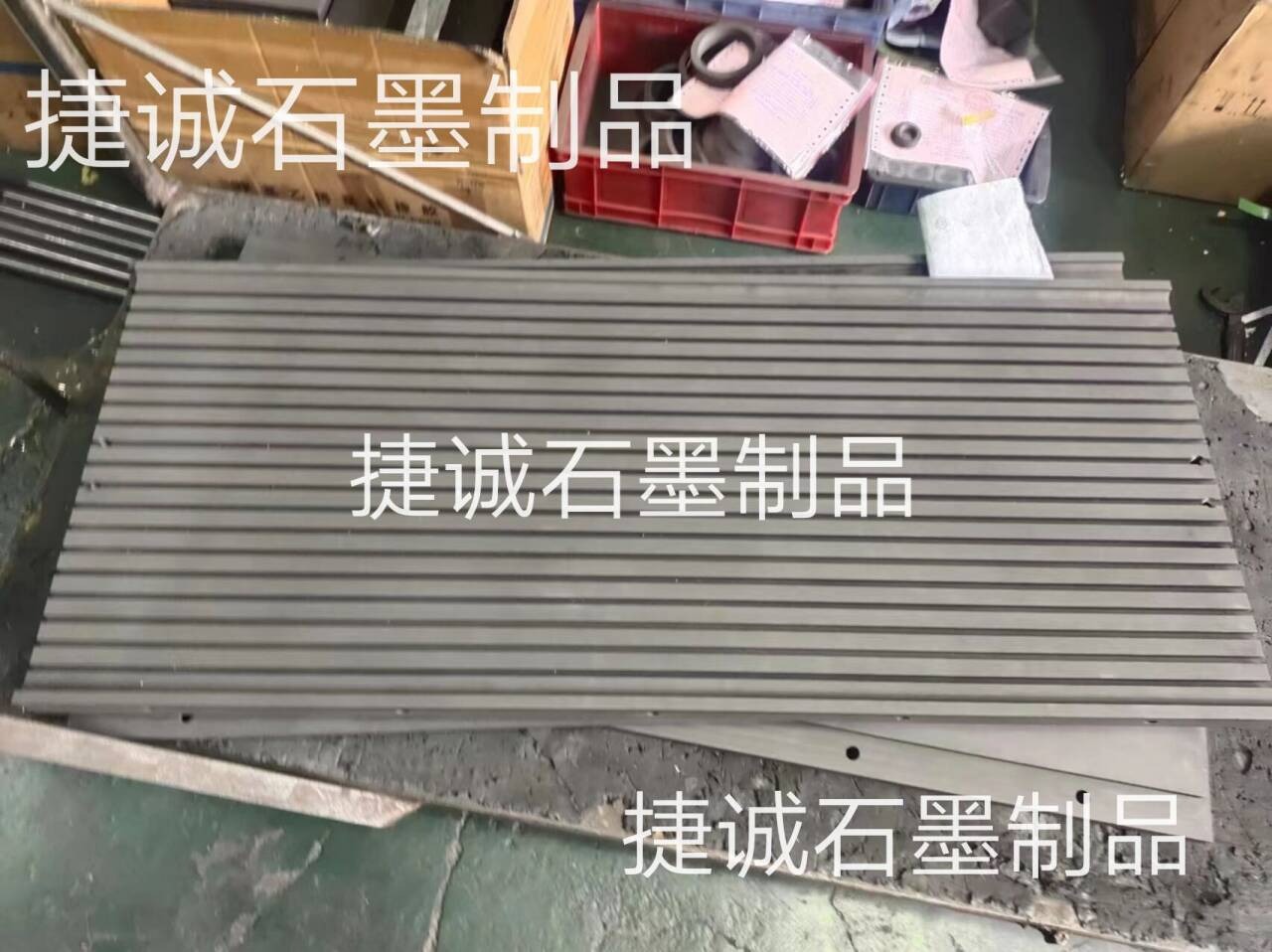 石墨舟皿,V型石墨舟皿,高純度石墨舟皿,石墨模具,鎢鋼燒結(jié)用v型石墨舟皿,高純燒結(jié)石墨制品,石墨方舟石墨舟皿,石墨舟皿生產(chǎn)廠家
石墨舟皿,V型石墨舟皿,高純度石墨舟皿,石墨模具,鎢鋼燒結(jié)用v型石墨舟皿,高純燒結(jié)石墨制品,石墨方舟石墨舟皿,石墨舟皿生產(chǎn)廠家 -
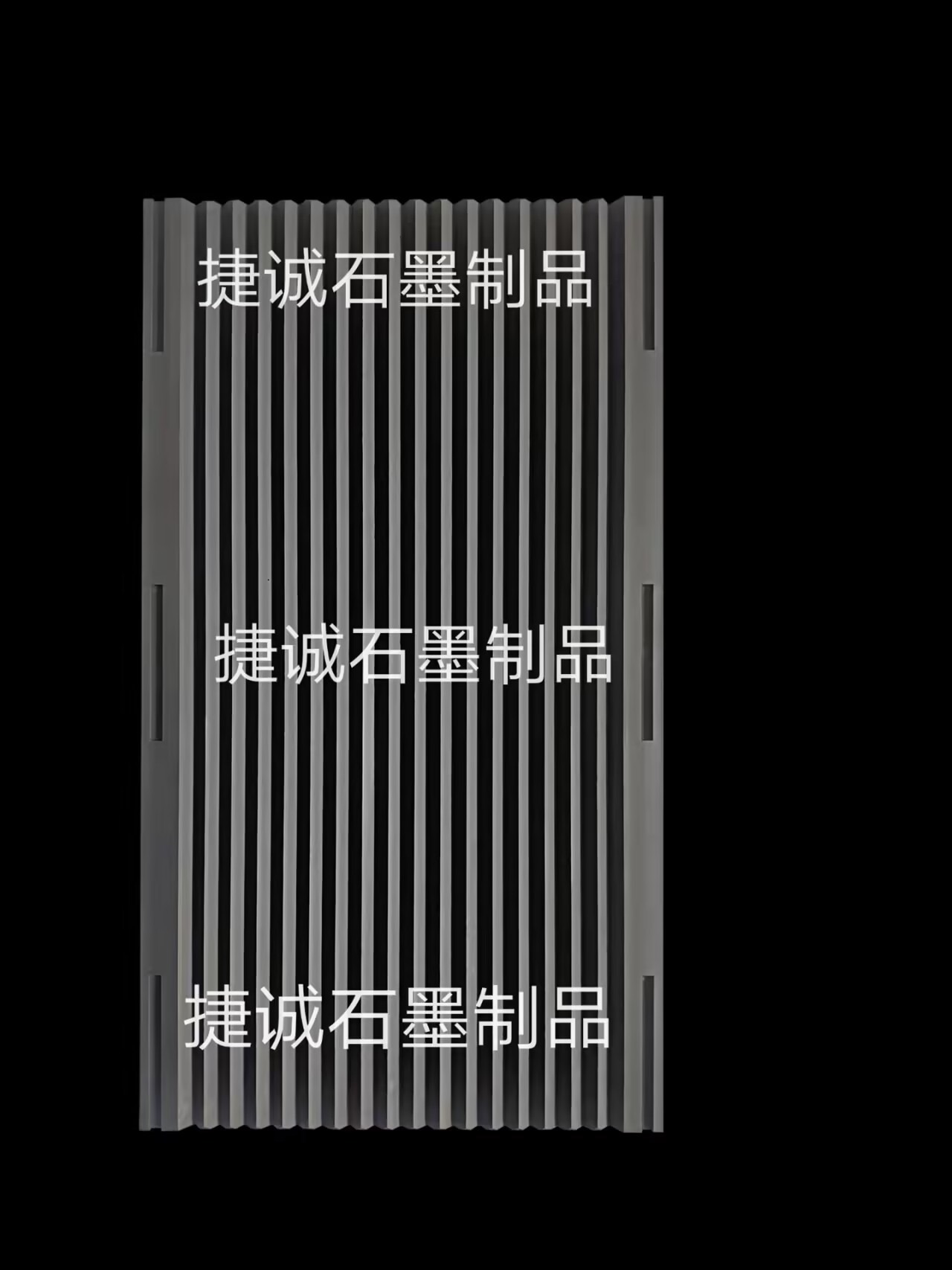 石墨舟皿,V型石墨舟皿,高純度石墨舟皿,鎢鋼燒結(jié)用v型石墨舟皿,石墨模具,鎢鋼燒結(jié)用v型石墨舟皿,高純燒結(jié)石墨制品,石墨方舟石墨舟皿,石墨舟皿生產(chǎn)廠家
石墨舟皿,V型石墨舟皿,高純度石墨舟皿,鎢鋼燒結(jié)用v型石墨舟皿,石墨模具,鎢鋼燒結(jié)用v型石墨舟皿,高純燒結(jié)石墨制品,石墨方舟石墨舟皿,石墨舟皿生產(chǎn)廠家 -
 高分子擴散焊機石墨電極塊,軟連接石墨塊,抗氧化石墨塊,擴散焊治具,極柱焊接石墨塊,高分子擴散焊機石墨塊,軟連接石墨塊生產(chǎn)出那個價
高分子擴散焊機石墨電極塊,軟連接石墨塊,抗氧化石墨塊,擴散焊治具,極柱焊接石墨塊,高分子擴散焊機石墨塊,軟連接石墨塊生產(chǎn)出那個價 -
軟連接石墨塊,軟連接石墨電極,銅箔軟連接石墨治具,焊接成型石墨電極,銅箔軟連接石墨治具,軟連接石墨塊生產(chǎn)廠家,抗氧化石墨塊
-
軟連接焊機石墨塊,軟連接石墨塊,高分子擴散焊石墨塊,石墨塊,抗氧化石墨塊,銅排軟連接石墨塊,軟連接石墨塊生產(chǎn)廠家
-
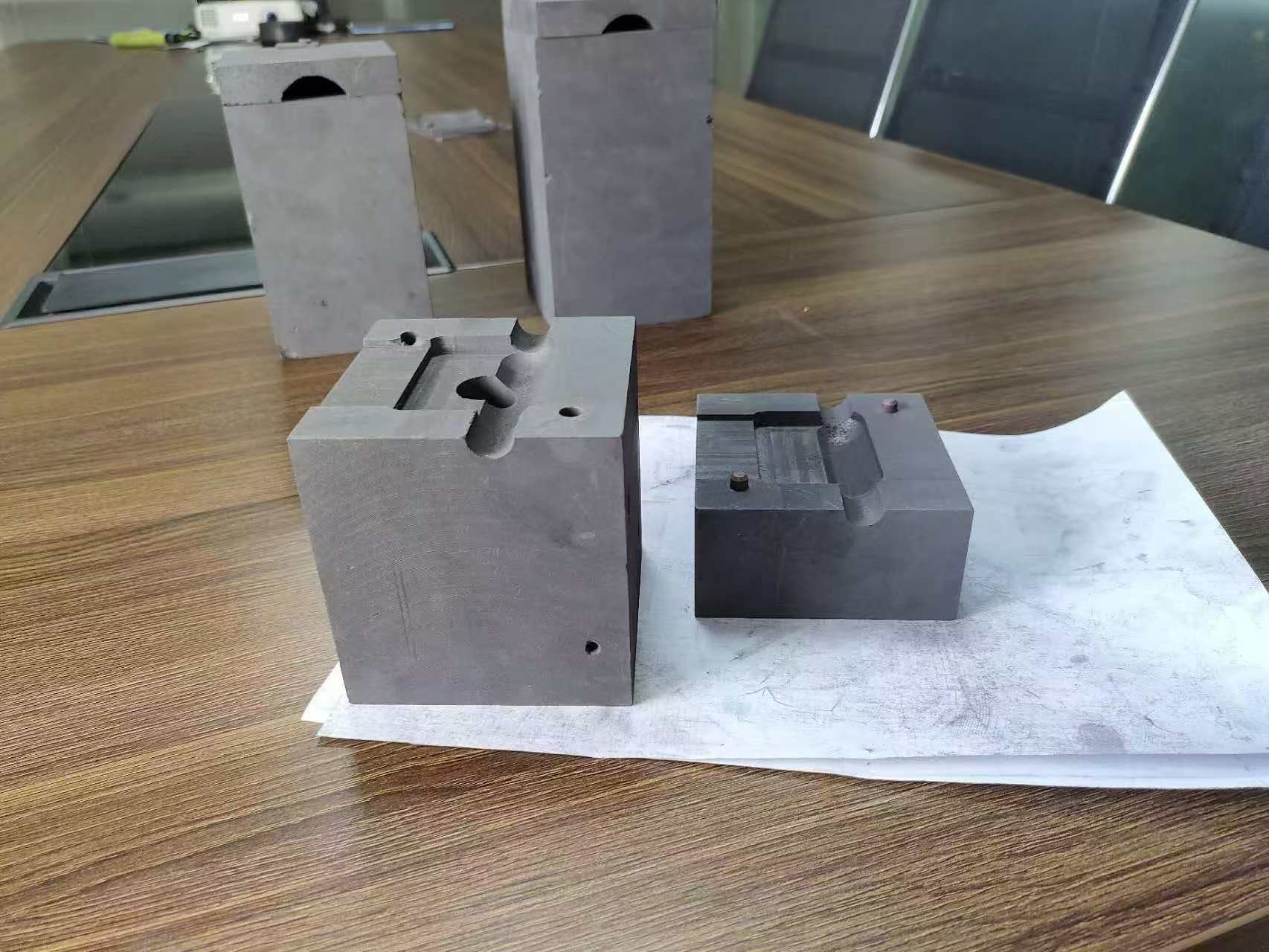
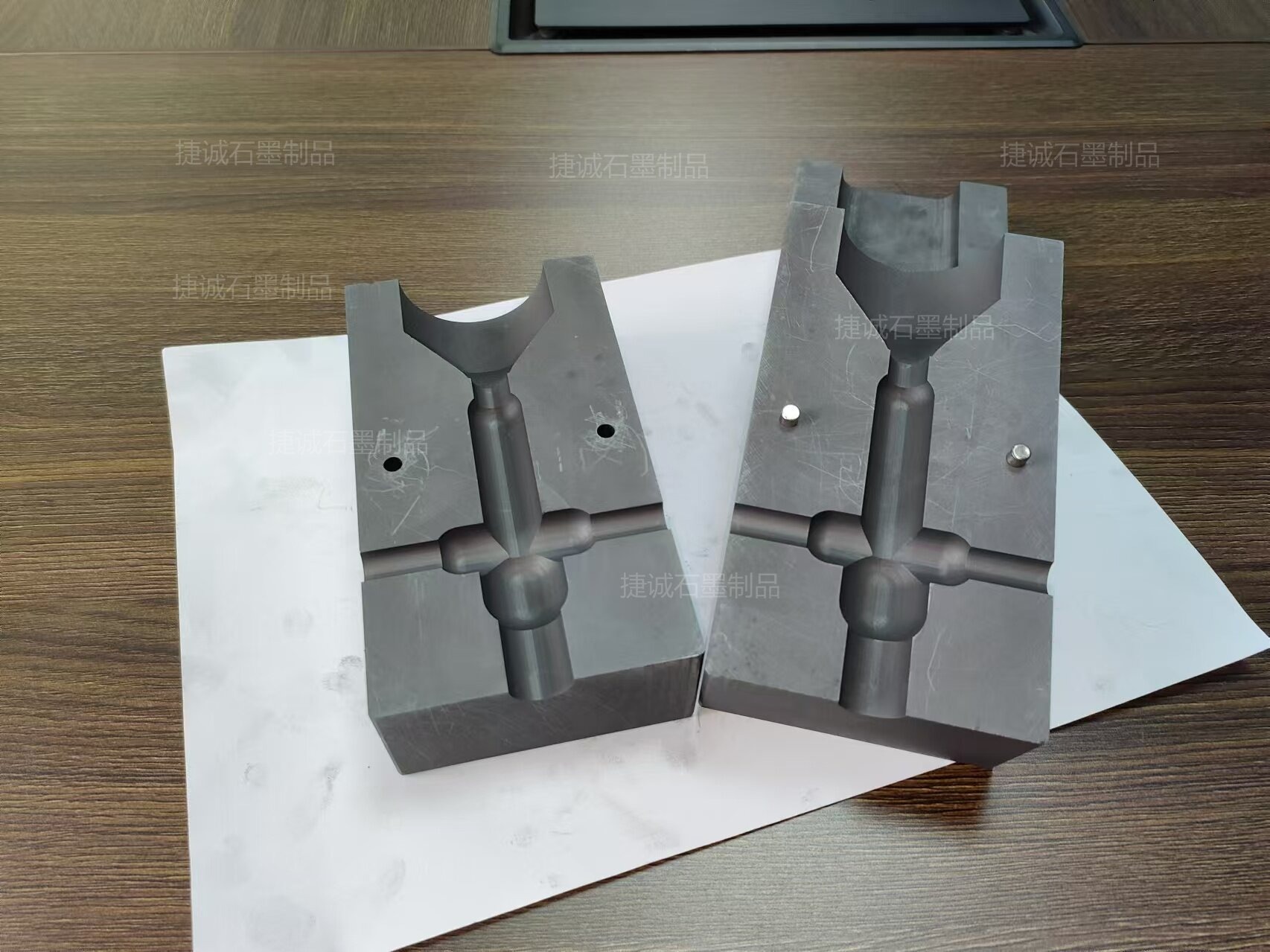
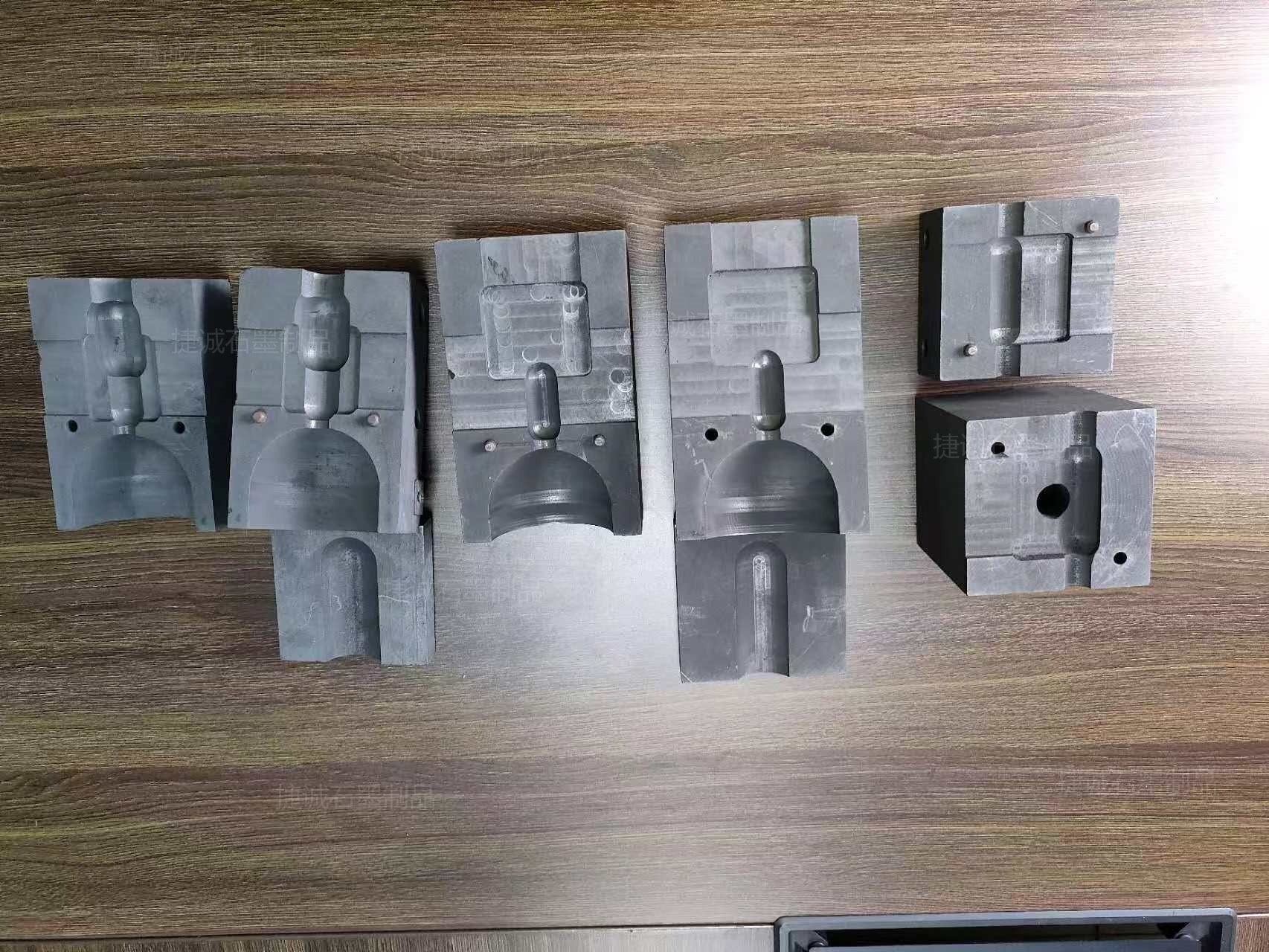 防雷接地石墨模具,防雷放熱焊接石墨模具,防雷石墨模具,焊接石墨模具,防雷放熱焊石墨模具,放熱焊接石墨模具生產(chǎn)廠家
防雷接地石墨模具,防雷放熱焊接石墨模具,防雷石墨模具,焊接石墨模具,防雷放熱焊石墨模具,放熱焊接石墨模具生產(chǎn)廠家
防雷放熱焊接石墨模具的焊接工藝流程首要包含以下過程:
一、準備工作
模具與導(dǎo)體清潔:運用加熱東西(如烘干箱或噴燈)去除模具內(nèi)的水汽和雜質(zhì),或運用軟毛刷等軟性物質(zhì)進一步清潔模具,保證模具外表潔凈無污漬。一起,將待連接的接地線水平或垂直放好,并用砂紙打磨熔接部位,去除油漬及污泥。
查看與調(diào)整:查看模具接觸面的密合度,保證作業(yè)時銅液不會從縫隙處滲漏出來。根據(jù)需要調(diào)整模夾的緊密度,以保證熔接作用。假如模夾的開合需要用較大的力度,則表示夾距未調(diào)整到最佳方位,需重新調(diào)整。
二、放置焊接材料
放置導(dǎo)體:將接地線的接頭放置于模具中央,以便進行焊接。將接地線放入放熱焊接模具內(nèi),并運用模夾夾緊至確定方位。
放置隔離片:把金屬隔離片放進放熱焊模具反響腔的底部,保證墊片與放熱焊接模具之間無縫隙。
倒入焊粉:將焊粉倒入反響腔中,保證焊粉均勻分布。
三、焚燒與焊接
撒引火粉:在焊粉外表和模唇上均勻撒上一層引火粉。
蓋上模具:將模具蓋蓋上,保證模具閉合處無縫隙。
焚燒:運用焚燒石或?qū)S梅贌龢屜蛑4降囊鸱鄯贌R鸱埸c燃后,焊粉將發(fā)生鋁熱反響,發(fā)生高溫并熔化接地線的接頭部分。
四、冷卻與查看
冷卻:反響進行中,大約15秒左右(具體時間或許因焊接材料和模具而異),待金屬溶液徹底凝結(jié)。在此期間,不要移動模具或接地線,防止影響焊接質(zhì)量。
翻開模具:待金屬溶液徹底凝結(jié)后,翻開放熱焊模具。
清潔模具:清潔模具以備下次運用。注意不要運用金屬物質(zhì)或堅硬的東西來去除殘渣,防止損壞模具。
質(zhì)量查看:鏟除焊接部位的焊渣,并在焊接部分涂覆瀝青或其他防腐材料,以防止腐蝕。一起,對焊接部位進行質(zhì)量查看,保證焊接結(jié)實無缺陷。如發(fā)現(xiàn)焊接質(zhì)量欠安或存在缺陷,應(yīng)及時進行修正或替換。
五、安全防護
在進行焊接時,必須穿戴好防護配備,如防護眼鏡、手套和防護服等。保證操作現(xiàn)場通風(fēng)良好,防止有害氣體對人體造成損傷。
綜上所述,防雷放熱焊接石墨模具的焊接工藝流程需要嚴厲遵循一定的過程和注意事項,以保證焊接質(zhì)量和操作安全。